
ę╗ĪóŽĄĮy┐žųŲę¬Ū¾
║åęūÖCąĄ╩ųĄ─ĮYśŗ╚ńłD5-9╦∙╩ŠĪŻM1×ķ┐žųŲÖCąĄ╩ųū¾ėęęŲäėĄ─ļŖäėÖCŻ¼M2×ķ┐žųŲÖCąĄ╩ų╔ŽŽ┬╔²ĮĄĄ─ļŖäėÖCŻ¼YVŠĆ╚”ė├üĒ┐žųŲÖCąĄ╩ųŖAŠoĪóĘ┼╦╔Ż¼SQ1×ķū¾ĄĮ╬╗Öz£yķ_ĻPŻ¼SQ2×ķėęĄĮ╬╗Öz£yķ_ĻPŻ¼SQ3×ķ╔ŽĄĮ╬╗Öz£yķ_ĻPŻ¼SQ4×ķŽ┬ĄĮ╬╗Öz£yķ_ĻPŻ¼SQ5×ķ╣ż╝■Öz£yķ_ĻPĪŻ
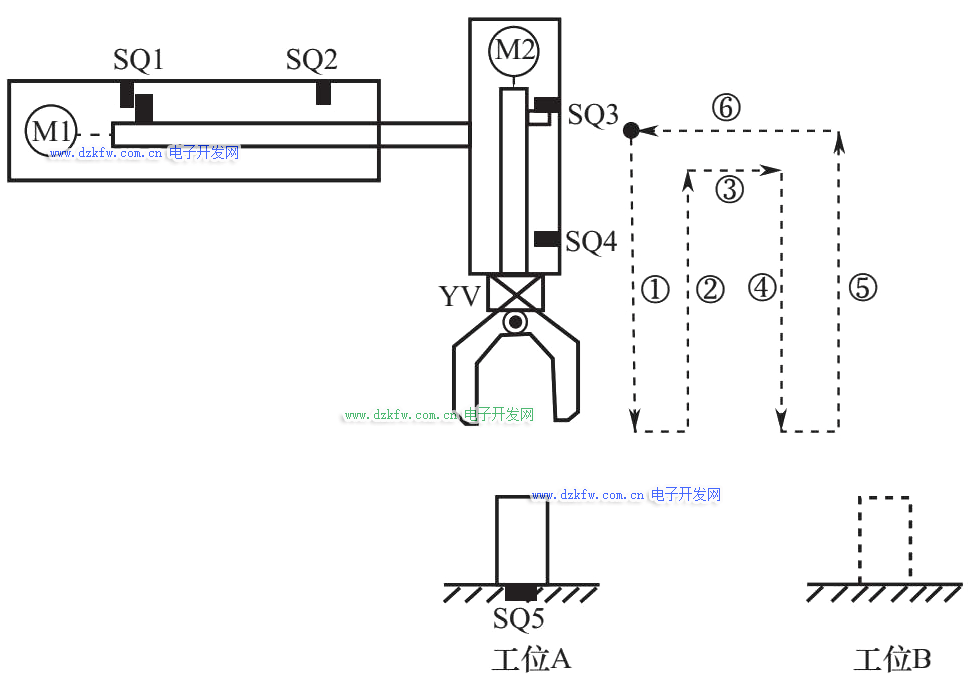
łD5-9 ║åęūÖCąĄ╩ųĄ─ĮYśŗ
║åęūÖCąĄ╩ų┐žųŲę¬Ū¾╚ńŽ┬Ż║
ó┘ÖCąĄ╩ųę¬īó╣ż╝■Å─╣ż╬╗AęŲĄĮ╣ż╬╗B╠ÄĪŻ
ó┌ÖCąĄ╩ųĄ─│§╩╝ĀŅæBŻ©įŁ³cŚl╝■Ż®╩ŪÖCąĄ╩ųæ¬═Żį┌╣ż╬╗AĄ─╔ŽĘĮŻ¼SQIĪóSQ3Š∙ķ]║ŽĪŻ
ó█╚¶įŁ³cŚl╝■ØMūŃŪęSQ5ķ]║ŽŻ©╣ż╝■A╠Äėą╣ż╝■Ż®Ż¼░┤Ž┬åóäė░┤ŌoŻ¼ätÖCąĄ╩ų░┤Ī░įŁ³cĪ·Ž┬ĮĄĪ·ŖAŠoĪ·╔Ž╔²Ī·ėęęŲĪ·Ž┬ĮĄĪ·Ę┼╦╔Ī·╔Ž╔²Ī·ū¾ęŲĪ·įŁ³cĪ▒▓Į¾E╣żū„ĪŻ
┤_Č©▌ö╚ļ/▌ö│÷įOéõŻ¼▓ó×ķŲõĘų┼õ║ŽĄ─ I/OČ╦ūė
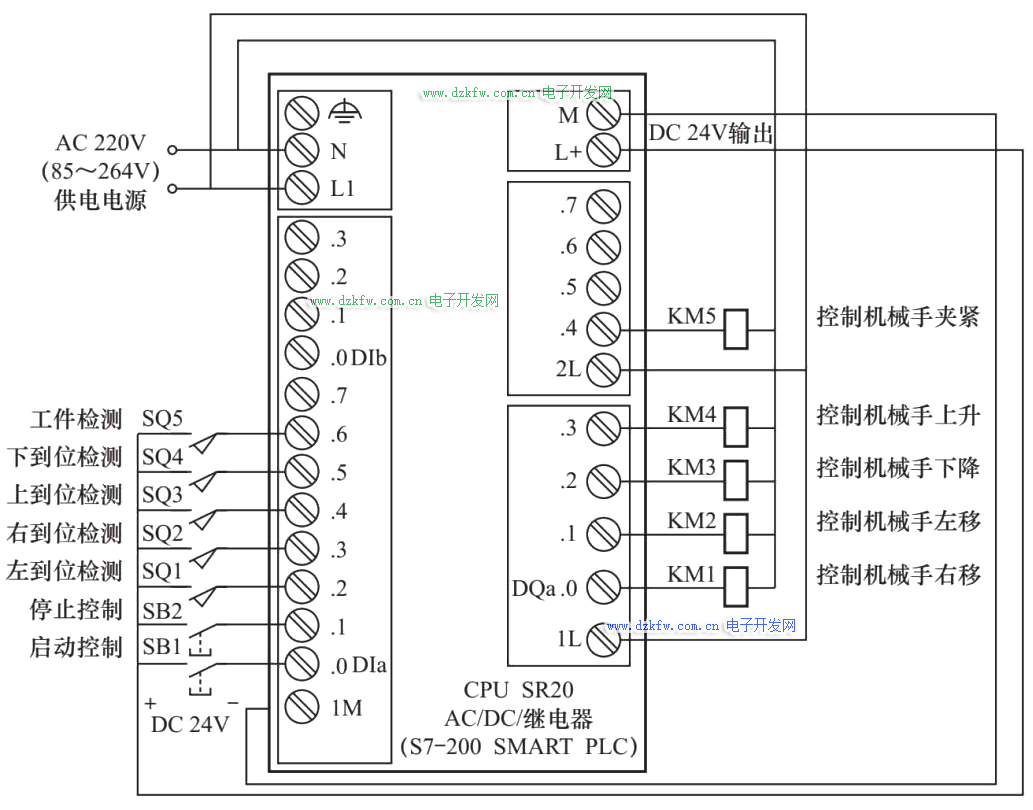
║åęūÖCąĄ╩ų┐žųŲ▓╔ė├Ą─▌ö╚ļ/▌ö│÷įOéõ║═ī”æ¬Ą─PLCČ╦ūėęŖ▒Ē5-3ĪŻ
▒Ē5-3 ║åęūÖCąĄ╩ų┐žųŲ▓╔ė├Ą─▌ö╚ļ/▌ö│÷įOéõ║═ī”æ¬Ą─PLCČ╦ūė

Č■Īó└LųŲ┐žųŲŠĆ┬ĘłD
łD5-10╦∙╩Š×ķ║åęūÖCąĄ╩ųĄ─PLC┐žųŲŠĆ┬ĘłDĪŻ
łD5-10 ║åęūÖCąĄ╩ųĄ─PLC┐žųŲŠĆ┬ĘłD
╚²ĪóŠÄīæPLC┐žųŲ│╠ą“
1Ż®└LųŲĀŅæB▐DęŲłDłD5-11╦∙╩Š×ķ║åęūÖCąĄ╩ų┐žųŲĀŅæB▐DęŲłDĪŻ
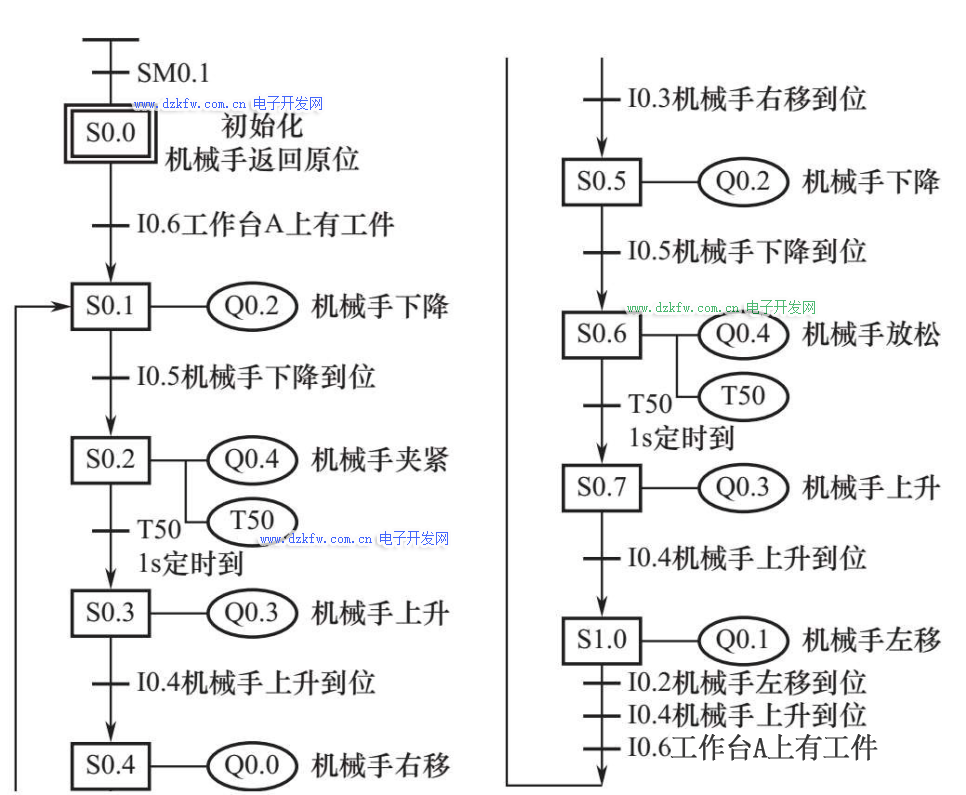
I0.3ÖCąĄ╩ųėęłDęŲ5-ĄĮ11╬╗ ║åęūÖCąĄ╩ų┐žųŲĀŅæB▐DęŲłD
2Ż®└LųŲ╠▌ą╬łD
åóäėŠÄ│╠▄ø╝■Ż¼░┤ššłD5-11╦∙╩ŠĄ─ĀŅæB▐DęŲłDŠÄīæ╠▌ą╬łD│╠ą“Ż¼╚ńłD5-12╦∙╩ŠĪŻ
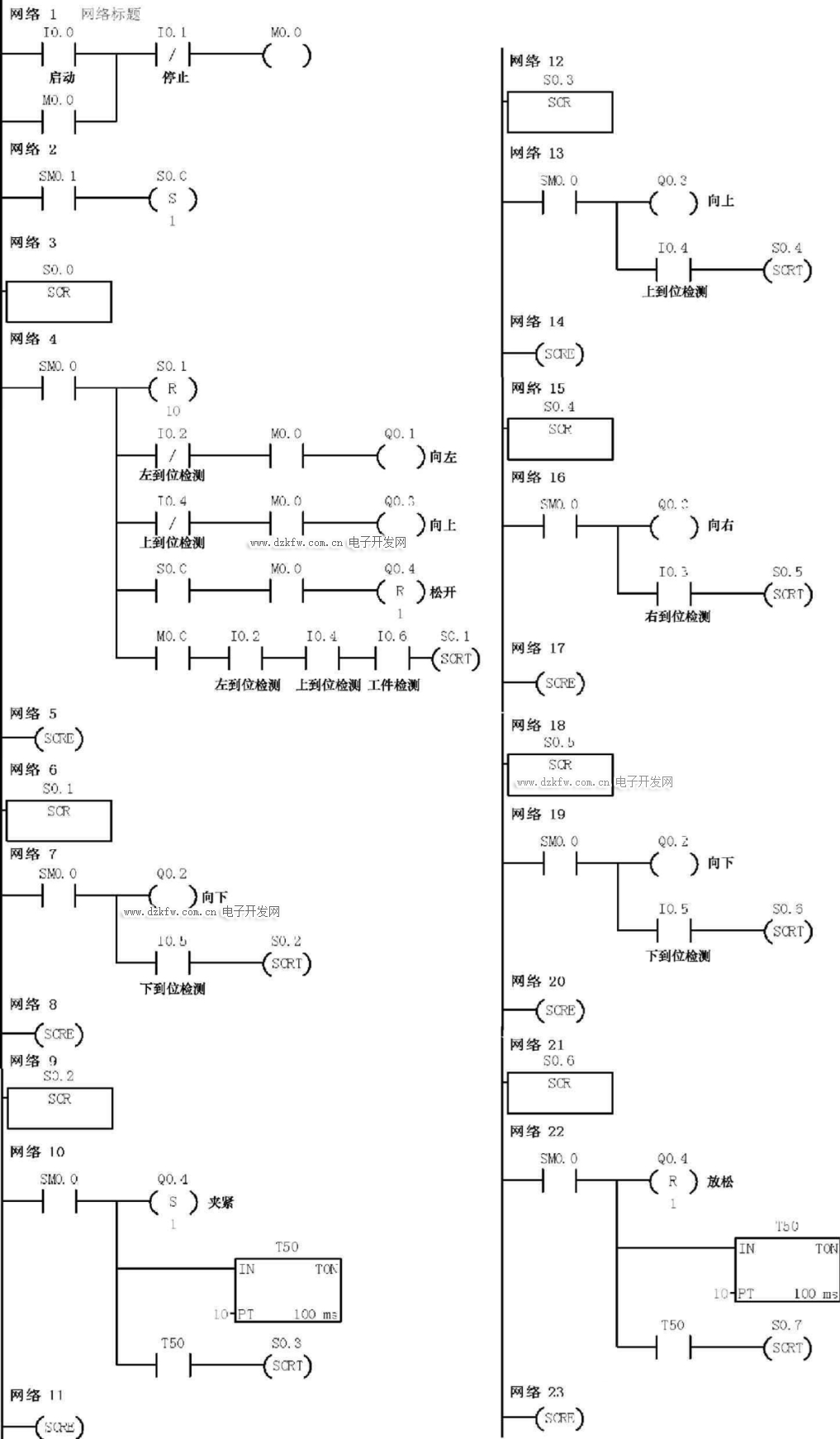
łD5-12 ║åęūÖCąĄ╩ų┐žųŲ╠▌ą╬łD│╠ą“
Ž┬├µī”ššłD5-10╦∙╩Š┐žųŲŠĆ┬ĘłDüĒšf├„łD5-12╠▌ą╬łDĄ─╣żū„įŁ└ĒĪŻ
╬õąg▀\äėåTį┌▒Ēč▌╬õągĢrŻ¼═©│ŻĢ■į┌▒Ēč▌ł÷Ąž─│╬╗ų├šŠ┴ó║├Ż¼╚╗║¾ķ_╩╝▀MąąĖ„ĘN╬õąg╠ū┬Ę▒Ēč▌Ż¼▒Ēč▌ĮY╩°║¾Ģ■╩šä▌│╔▒Ēč▌Ū░Ą─šŠ┴óĀŅæBĪŻ═¼śėĄžŻ¼┤¾ČÓöĄÖCļŖįOSéõ0.5į┌╣żū„Q0Ū░.2Ž╚ÖCꬹĄ╠Ä╩ųŽ┬ė┌ĮĄ│§╩╝╬╗ų├Ż©ŽÓ«öė┌▀\äėåT▒Ēč▌Ū░Ą─šŠ┴ó╬╗ų├Ż®Ż¼╚╗║¾į┌│╠ą“Ą─┐žųŲŽ┬Ż¼ÖCļŖI0.įO5ÖCéõąĄķ_╩ųŽ┬╩╝ĮĄĖ„ĄĮĘN╬╗▓┘ū„Ż¼▓┘ū„ĮY╩°ėųĢ■╗žĄĮ│§╩╝╬╗ų├Ż¼ÖCļŖįOéõĄ─│§╩╝╬╗ų├ę▓ĘQįŁ³cĪŻ
Ż©1Ż®╣żū„┐žųŲĪŻ
«öPLCåóäėĢrŻ¼Ż█2Ż▌SM0.1Ģ■Įė═©ę╗éĆÆ▀├Ķų▄Ų┌Ż¼īóĀŅæB└^ļŖŲ„S0.0 Sų├0.6╬╗Ż¼S0Q.00.4│╠ÖCą“ąĄČ╬╩ųĘ┼▒╗╦╔╝ż╗ŅŻ¼│╔×ķ╗Ņäė▓Į│╠ą“ĪŻ
ó┘įŁT1s5Č©0 T50 ³cĢrŚlĄĮ╝■Öz£yĪŻ
ÖCąĄ╩ųĄ─įŁ³cŚl╝■╩Ūū¾ĄĮ╬╗Ż©ū¾Ž▐╬╗ķ_ĻPSQ1 ķ]║ŽŻ®Īó╔ŽĄĮ╬╗Ż©╔ŽŽ▐╬╗ķ_S0.7ĻPSQ3Q0ķ].3║ŽÖCŻ®ąĄŻ¼╩ų╝┤╔ŽÖC╔²ąĄ╩ųĄ─│§╩╝╬╗ų├æ¬į┌ū¾╔ŽĮŪĪŻ╚¶▓╗ØMūŃįŁ³cŚl╝■Ż¼ätįŁ³cÖz£y│╠ą“Ģ■╩╣I0ÖC.4ÖCąĄąĄ╩ų╩ų╔ŽĘĄ╔²╗žĄĮ╬╗ĄĮįŁ³cŻ¼╚╗║¾▓┼ķ_╩╝╣żū„ĪŻ
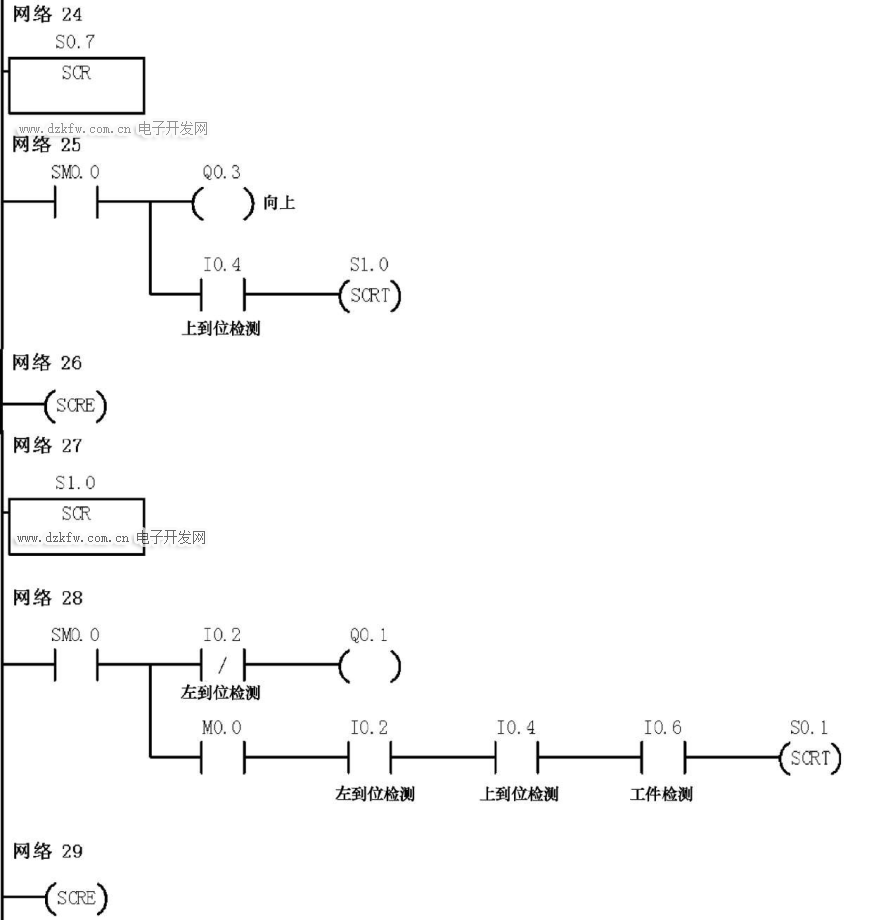
Ż█4Ż▌×ķįŁ³cÖz£y│╠ą“Ż¼«ö░┤Ž┬åóäė░┤ŌoSB1ĢrĪ·Ż█1Ż▌I0.0│Żķ_ė|³cķ]║ŽŻ¼▌oų·└^ļŖŲ„M0S1.0.0ŠĆ╚”QĄ├0.1ļŖŻ¼ÖCąĄM╩ų0ū¾.0ęŲūįµiė|³cķ]║ŽŻ¼µiČ©╣®ļŖŻ¼═¼ĢrŻ█4Ż▌M0.0│Żķ_ė|³cķ]║ŽŻ¼ę“S0.0ĀŅæBI0Ų„.4ÖC▒╗ąĄ╩ųų├╔Ž╬╗╔²Ż¼ĄĮ╬╗╣╩S0.0│Żķ_ė|³cķ]║ŽŻ¼Q0.4ŠĆ╚”Å═╬╗Ż¼Įėė|Ų„KM5ŠĆ╚”╩¦ļŖŻ¼ÖCąĄ╩ųŖAŠoŠĆI0.╚”6╣ż╩¦ū„┼_ļŖAČ°╔ŽėąĘ┼╣ż╦╔╝■Ż¼Ż█4Ż▌ųąĄ─Ųõ╦¹M0.0│Żķ_ė|³cę▓Š∙ķ]║ŽĪŻ╚¶ÖCąĄ╩ų╬┤ū¾ĄĮ╬╗Ż¼ķ_ĻPSQ1öÓķ_Ż¼Ż█4Ż▌I0.2│Żķ]ė|³cķ]║ŽŻ¼Q0.1ŠĆ╚”Ą├ļŖŻ¼Įėė|Ų„KM1ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM1“īäėÖCąĄ╩ųū¾ęŲŻ¼ū¾ęŲĄĮ╬╗║¾SQ1ķ]║ŽŻ¼Ż█4Ż▌I0.2│Żķ]ė|³cöÓķ_Ż╗╚¶ÖCąĄ╩ų╬┤╔ŽĄĮ╬╗Ż¼ķ_ĻPSQ3öÓķ_Ż¼Ż█4Ż▌I0.4│Żķ]ė|³cķ]║ŽŻ¼Q0.3ŠĆ╚”Ą├ļŖŻ¼Įėė|Ų„KM4ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM2“īäėÖCąĄ╩ų╔Ž╔²Ż¼╔Ž╔²ĄĮ╬╗║¾SQ3ķ]║ŽŻ¼Ż█4Ż▌I0.4│Żķ]ė|³cöÓķ_ĪŻ╚ń╣¹ÖCąĄ╩ųū¾ĄĮ╬╗Īó╔ŽĄĮ╬╗Ūę╣ż╬╗Aėą╣ż╝■Ż©ķ_ĻPSQ5ķ]║ŽŻ®Ż¼ätŻ█4Ż▌I0.2ĪóI0.4ĪóI0.6│Żķ_ė|³cŠ∙ķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.1Ī▒ųĖ┴ŅŻ¼╩╣S0.1│╠ą“Č╬│╔×ķ╗Ņäė▓Į│╠ą“Ż¼│╠ą“▐DęŲų┴S0.1│╠ą“Č╬Ż¼ķ_╩╝┐žųŲÖCąĄ╩ų░ß▀\╣ż╝■ĪŻ
ó┌ÖCąĄ╩ų░ß▀\╣ż╝■┐žųŲĪŻ
S0.1│╠ą“Č╬│╔×ķ╗Ņäė▓Į│╠ą“║¾Ż¼Ż█7Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.2ŠĆ╚”Ą├ļŖŻ¼KM3ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM2“īäėÖCąĄ╩ųŽ┬ęŲŻ¼«öŽ┬ęŲĄĮ╬╗║¾Ż¼Ž┬ĄĮ╬╗ķ_ĻPSQ4ķ]║ŽŻ¼Ż█7Ż▌I0.5│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.2Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.2│╠ą“Č╬Ī·Ż█10Ż▌SM0.0│ŻONė|³cķ]║ŽŻ¼Q0.4ŠĆ╚”▒╗ų├╬╗Ż¼Įėė|Ų„KM5ŠĆ╚”Ą├ļŖŻ¼ŖAŠoŠĆ╚”YVĄ├ļŖīó╣ż╝■ŖAŠoŻ¼┼c┤╦═¼ĢrŻ¼Č©ĢrŲ„T50ķ_╩╝1sėŗĢrĪ·1s║¾Ż¼Ż█10Ż▌T50│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.3Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.3│╠ą“Č╬Ī·Ż█13Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.3ŠĆ╚”Ą├ļŖŻ¼KM4ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM2“īäėÖCąĄ╩ų╔ŽęŲŻ¼«ö╔ŽęŲĄĮ╬╗║¾Ż¼ķ_ĻPSQ3ķ]║ŽŻ¼Ż█13Ż▌I0.4│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.4Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.4│╠ą“Č╬Ī·Ż█16Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.0ŠĆ╚”Ą├ļŖŻ¼KM1ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM1“īäėÖCąĄ╩ųėęęŲŻ¼«öėęęŲĄĮ╬╗║¾Ż¼ķ_ĻPSQ2ķ]║ŽŻ¼Ż█16Ż▌I0.3│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.5Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.5│╠ą“Č╬Ī·Ż█19Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.2ŠĆ╚”Ą├ļŖŻ¼KM3ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM2“īäėÖCąĄ╩ųŽ┬ĮĄŻ¼«öŽ┬ĮĄĄĮ╬╗║¾Ż¼ķ_ĻPSQ4ķ]║ŽŻ¼Ż█19Ż▌I0.5│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.6Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.6│╠ą“Č╬Ī·Ż█22Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.4ŠĆ╚”▒╗Å═╬╗Ż¼Įėė|Ų„KM5ŠĆ╚”╩¦ļŖŻ¼ŖAŠoŠĆ╚”YV╩¦ļŖīó╣ż╝■Ę┼Ž┬Ż¼┼c┤╦═¼ĢrŻ¼Č©ĢrŲ„T50ķ_╩╝1sėŗĢrĪ·1s║¾Ż¼Ż█22Ż▌T50│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S0.7Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.7│╠ą“Č╬Ī·Ż█25Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.3ŠĆ╚”Ą├ļŖŻ¼KM4ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM2“īäėÖCąĄ╩ų╔Ž╔²Ż¼«ö╔Ž╔²ĄĮ╬╗║¾Ż¼ķ_ĻPSQ3ķ]║ŽŻ¼Ż█25Ż▌I0.4│Żķ_ė|³cķ]║ŽŻ¼ł╠ąąĪ░SCRT S1.0Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S1.0│╠ą“Č╬Ī·Ż█28Ż▌SM0.0│ŻONė|³cķ]║ŽĪ·Q0.1ŠĆ╚”Ą├ļŖŻ¼KM2ŠĆ╚”Ą├ļŖŻ¼═©▀^ļŖäėÖCM1“īäėÖCąĄ╩ųū¾ęŲŻ¼«öū¾ęŲĄĮ╬╗║¾Ż¼ķ_ĻPSQ1ķ]║ŽŻ¼Ż█28Ż▌I0.2│Żķ]ė|³cöÓķ_Ż¼Q0.1ŠĆ╚”╩¦ļŖŻ¼ÖCąĄ╩ų═Żų╣ū¾ęŲŻ¼═¼ĢrŻ█28Ż▌I0.2│Żķ_ė|³cķ]║ŽŻ¼╚ń╣¹╔ŽĄĮ╬╗ķ_ĻPSQ3Ż©I0.4Ż®║═╣ż╝■Öz£yķ_ĻPSQ5Ż©I0.6Ż®Š∙ķ]║ŽŻ¼ätł╠ąąĪ░SCRT S0.1Ī▒ųĖ┴ŅŻ¼│╠ą“▐DęŲų┴S0.1│╠ą“Č╬Ī·Ż█7Ż▌SM0.0│ŻONė|³cķ]║ŽŻ¼ Q0.2ŠĆ╚”Ą├ļŖŻ¼ķ_╩╝Ž┬ę╗┤╬╣ż╝■░ß▀\ĪŻ╚¶╣ż╬╗A¤o╣ż╝■Ż¼ätSQ5öÓķ_Ż¼ÖCąĄ╩ųĢ■═Żį┌įŁ³c╬╗ų├ĪŻ
Ż©2Ż®═Żų╣┐žųŲĪŻ
«ö░┤Ž┬═Żų╣░┤ŌoSB2ĢrĪ·Ż█1Ż▌I0.1│Żķ]ė|³cöÓķ_Ī·▌oų·└^ļŖŲ„M0.0ŠĆ╚”╩¦ļŖĪ·Ż█1Ż▌ĪóŻ█4Ż▌ĪóŻ█28Ż▌ųąĄ─M0.0│Żķ_ė|³cŠ∙öÓķ_Ż¼ŲõųąŻ█1Ż▌M0.0│Żķ_ė|³cöÓķ_ĮŌ│²M0.0ŠĆ╚”╣®ļŖŻ¼Ż█4Ż▌ĪóŻ█28Ż▌M0.0│Żķ_ė|³cöÓķ_Š∙Ģ■╩╣Ī░SCRT S0.1Ī▒ųĖ┴Ņ¤oĘ©ł╠ąąŻ¼ę▓Š═¤oĘ©▐DęŲų┴S0.1│╠ą“Č╬Ż¼ÖCąĄ╩ų▓╗╣żū„ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū