
裝配流水線是多種企業進行產品裝配的主要設備,當前企業傳統裝配線上存在的主要問題在于裝配線不平衡、效率低、現場管理混亂等。隨著自動化水平的提高,以PLC為控制核心的自動裝配流水線逐漸代替了傳統的傳送帶。集提取、裝配、輸送等功能于一體的自動裝配流水線,成為生產自動化中不可或缺的環節,在企業生產中得到了越來越廣泛的應用。用PLC控制裝配流水線具有程序設計簡單、易于操作和理解,能夠實現多種功能等優點。
在PLC控制下,流水線上的每一個工步,定位更精確,生產效率高,人力投入少,運行成本低。它傳送距離長,運輸能力強,能同步完成多工步自動裝配操作。本實例將就西門子S7-200PLC在裝配流水線中的應用進行詳細介紹,希望通過本實例的詳解,讀者能掌握設計類似種類的裝配流水線的控制思想。
一、裝配流水線工藝概述
本實例主要介紹PLC在裝配流水線傳送帶控制中的實際應用,該裝配流水線的控制工藝圖如圖8-16所示。傳送帶共有16個傳送標志,工件從1號標志裝入,從左至右依次經過2號標志、3號標志到達16號標志。在傳送過程中,共有4個傳送速度顯示裝置,分別為D、E、F、G燈,設定為1s有序循環顯示。共有4個工作崗位,其中3個裝配崗位,工件分別在A位置操作(A燈亮)5s,然后在B位置操作(B燈亮)5s,接著在C位置操作(C燈亮)5s,3個崗位完成3種裝配操作。此外,該傳送系統還有1個人庫崗位H,裝配完的工件經最后一個入庫崗位H(H燈亮)操作5s后,進行包裝入庫。速度顯示指示燈D、E、F、G各顯示Is,循環顯示速度指示燈共亮4s,20s工作時間,一個工作周期共需24s,可停止復位。
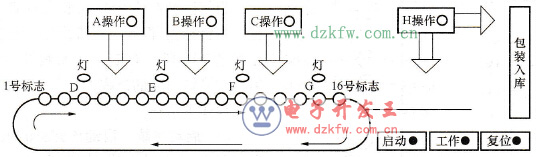
圖8-16 裝配流水線控制工藝圖
二、裝配流水線控制系統硬件設計
1.輸入/輸出信號分析
輸入信號:根據前述對裝配流水線控制工藝的分析,可知該流水線需要一個啟動系統工作的按鈕,一個控制系統工作的按鈕,以及一個復位按鈕,因此,需要使用3個輸入端子。
輸出信號:A、B、C和H操作位置各需一個操作指示燈,需4個輸出端子;D、E、F和G燈處需要使用4個速度顯示燈,需4個輸出端子,所以共需要8個輸出端子。
2.PLC輸入/輸出分配表
根據上述對該裝配流水線輸入/輸出信號的分析情況,可編制如表8-3所示的PLC輸入/輸出分配表。
表8-3 PLC的輸入/輸出分配表
|
序號 |
地址 |
名稱 |
功能說明 |
|
3路數字輸入信號 | |||
|
1 |
I0.0 |
按鈕 |
啟動系統運行 |
|
2 |
I0.1 |
按鈕 |
控制系統工作 |
|
3 |
I0.2 |
按鈕 |
系統復位 |
|
8路數字輸出信號 | |||
|
1 |
Q0.0 |
A燈 |
為1時,操作指示燈A亮5s,執行A操作 |
|
2 |
Q0.1 |
B燈 |
為1時,操作指示燈B亮5s,執行B操作 |
|
3 |
Q0.2 |
C燈 |
為l時,操作指示燈C亮5s,執行C操作 |
|
4 |
Q0.3 |
D燈 |
為1時,速度顯示燈D亮1s |
|
5 |
Q0.4 |
E燈 |
為1時,速度顯示燈E亮1s |
|
6 |
Q0.5 |
F燈 |
為1時,速度顯示燈F亮1s |
|
7 |
Q0.6 |
G燈 |
為1時,速度顯示燈G亮1s |
|
8 |
Q0.7 |
H燈 |
為1時,操作指示燈H亮5s,執行H操作 |
3.PLC選型
根據上述的輸入/輸出分配表,本實例中PLC選用西門子公司的S7-200系列小型PLC CPU222。
4.裝配流水線PLC接線圖
根據表8-3所示的PLC輸入/輸出分配表,可設計如圖8-17所示的PLC硬件接線圖。
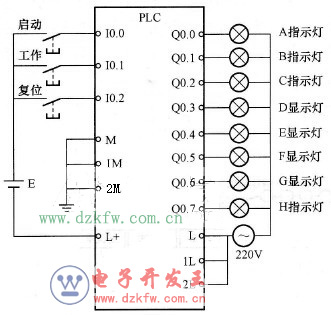
圖8-17 裝配流水線PLC接線圖
三、程序設計
為使讀者對該裝配流水線的PLC控制方法有一個整體的了解,本部分以一個完整的操作流程來介紹PLC在裝配流水線控制系統中的應用。該操作對應的流程圖如圖8-18所示,對應的過程如下所述:
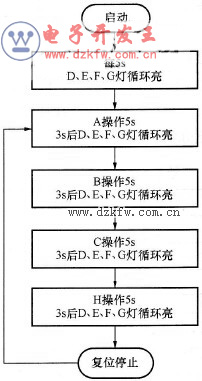
圖8-18 裝配流水線控制接線圖
(1)啟動系統:啟動該裝配流水線系統,產生周期Is的脈沖,使M0.0為1。
(2)開始工作:每5s使M10.0為1,每秒M10.0右移一位,從M10.1依次移至M10.5;D、E、F、G燈順序各亮1s,M10.0為1使M1.1為1、M20.0為1。
(3)工作后第5s M10.5為1使M1.0為1,每5s M20.O右移一位,從M20.1依次移至M20.4。
(4)工作后第5s執行A操作,即第5s,M20.0右移使M20.1為1,進行A操作;3s后M0.2為1(持續1.5s),即第8s M0.2為1使M10.6為1,循環右移,每秒M10.6右移一位,從M10.7依次移至M11.1,使D、E、F、G燈順序亮。
(5)工作后第10s執行B操作,即第10s,M20.0右移使M20.2為1,進行B操作;3s后M0.3為1(持續1.5s),即第13s M0.3為1使M12.0為1,循環右移,每秒M12.0右移一位,從M12.1依次移至M12.5,使D、E、F、G燈順序亮。
(6)工作后第15s執行C操作,即第15s,M20.0右移使M20.3為1,進行C操作;3s后M0.4為1(持續1.5s),即第18s M0.4為1使M12.6為1,循環右移,每秒M12.6右移一位,從M12.7依次移至M13.1,使D、E、F、G燈順序亮。
(7)工作后第20s執行H操作,即第20s,M20.0右移使M20.4為1,進行H操作;3s后M0.5為1(持續1.5s),即第23s M0.5為1,使M10.0為1,循環右移,每秒M10.0右移一位,從M10.1依次移至M10.5,使D、E、F、G燈順序亮,M20.4為1使M1.2為1,M20.0為1,為下一輪循環提供有效值,8s后M1.2消失。
(8)工作后第25s再次執行A操作,開始循環操作。
上述裝配流水過程的PLC控制程序如圖8-19所示。
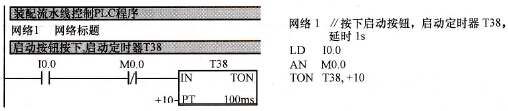
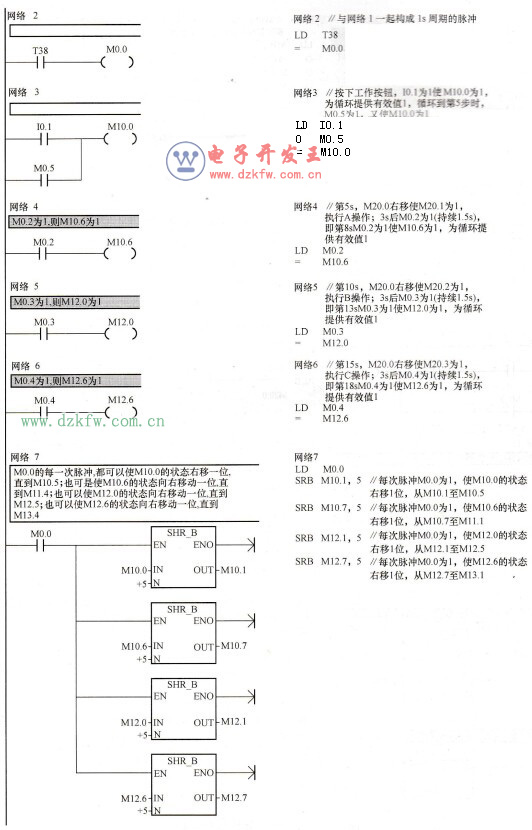
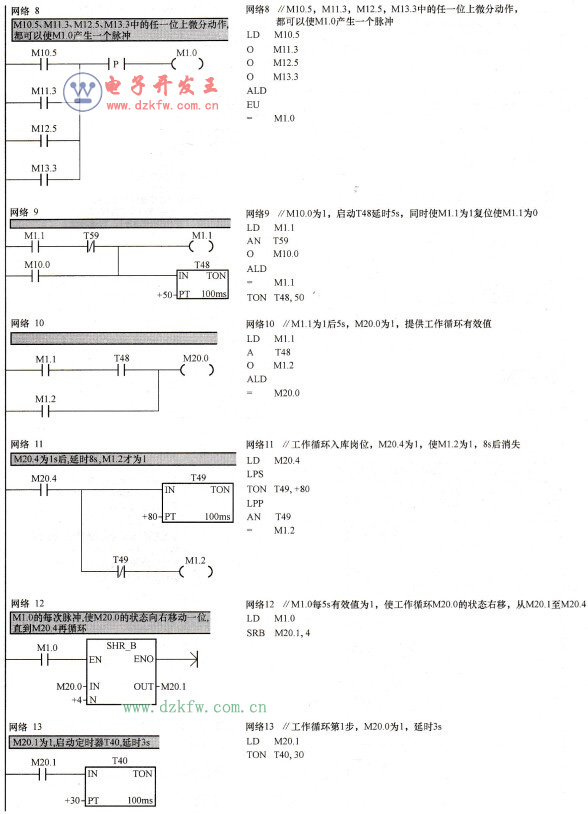
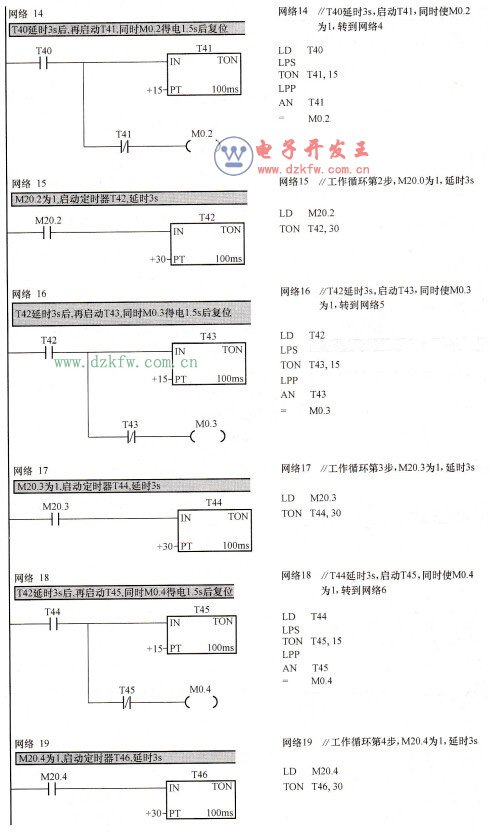
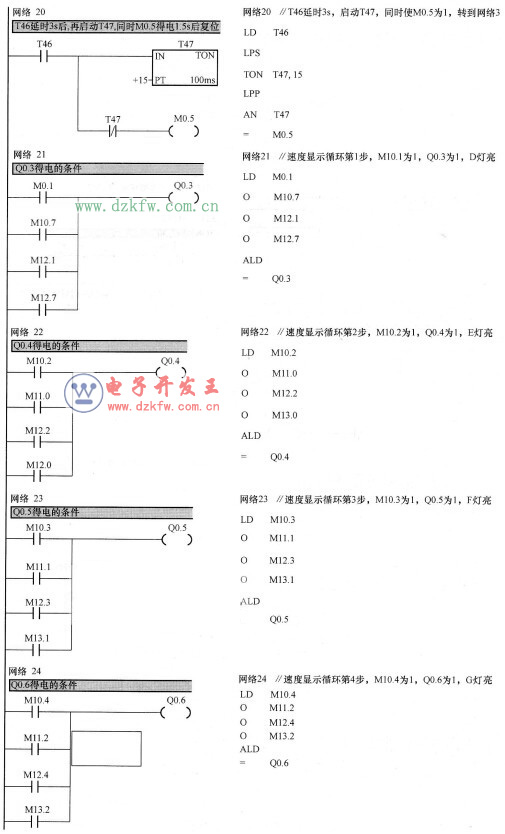
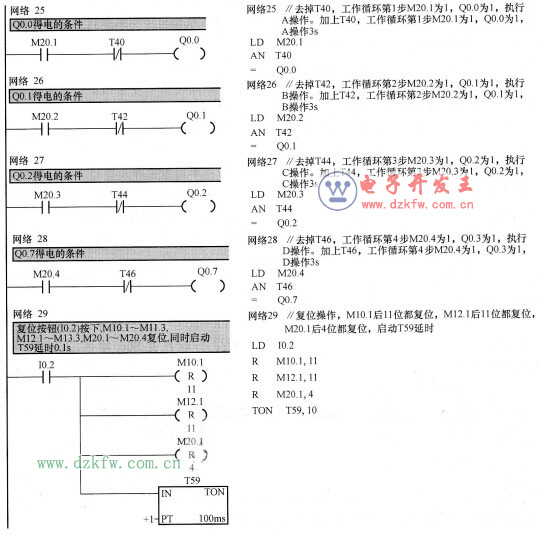
圖8-19 裝配流水線梯形圖
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底