
一、應用背景與需求
工業機床的控制在工業生產自動化控制中占有重要的位置。在機床行業中,多工步機床由于其工步及動作多,控制較為復雜。采用傳統的繼電器控制時,需要的繼電器多,接線復雜,因此故障多,維修困難,費工費時。采用PLC控制,可使接線大為簡化,不但安裝十分方便,而且保證了可靠性,減少了維修量,提高了工效。
某多工步機床是用于加工棉紡錠子錠腳的一種加工機床,其錠腳加工工藝比較復雜,零件加工前為實心坯件,整個機械加工過程由7個刀具分別按照7個工步要求依次進行切削。7個工步依次為:鉆孔、車平面、鉆深孔、車外圓及鉆孔、粗鉸雙節孔及倒角、精鉸雙節孔、鉸錐孔,各工步的動作分解如圖8-24所示。
本節以該錠腳加工機床的PLC控制為例,介紹PLC在多工步機床控制系統中的應用。
二、多工步機床PLC控制系統分析
該錠腳加工機床的電氣控制主電路如圖8-25所示。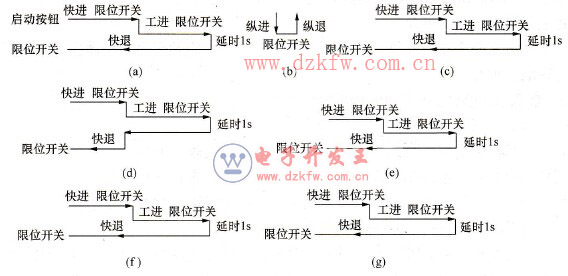
圖8-24 錠腳加工過程示意圖
(a)鉆孔;(b)車平面;(c)鉆深孔;(d)車外圓及鉆孔;(e)粗鉸雙節孔及倒角;(f)精鉸雙節孔;(g)鉸錐孔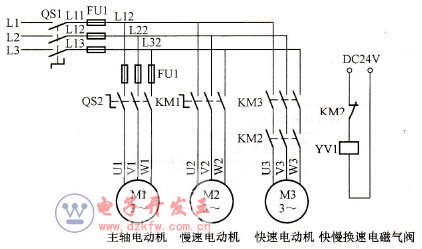
圖8-25 錠腳加工機床主電路圖
使用該機床進行加工時,工件由主軸上的夾頭夾緊,并由主軸電機M1帶動作旋轉運動。大拖板帶動回轉工作臺作縱向進給運動,其進給速度由工進電機(慢速電機M2)、快進電機(快速電機M3)經電磁氣閥YV1離合器帶動絲杠控制。小拖板的橫向運動由電磁氣閥YV1氣壓驅動。
對于7把刀具,除了第2把刀(完成第2工步,即車平面)是由小拖板橫向運動切削外,完成其余6個工步的6把刀均由大拖板帶動回轉工作臺(六角)縱向運動切割,每完成一個工步,回轉工作臺轉動一個工位,進行下一工步的切削。
為簡明期間,本例只對刀具進給運動的控制進行分析與設計,刀具進給運動的控制過程如下:
(1)刀具進給的啟動由啟動按鈕SB1發出啟動指令。
(2)刀具進給運動過程中,各動作之間的轉換由限位開關發出指令;縱向快進結束壓合限位開關ST1,發出工進指令。
(3)工進結束壓合限位開關ST2,發出延時指令,延時1s后開始縱向快退。
(4)縱向快退結束后壓合限位開關ST3,發出橫向進給指令,由第一工步轉入第二工步,發出下一工步快進指令。
(5)橫向進給結束壓合限位開關ST4,發出橫向退回指令及第三工步的快進指令,以后各工步的動作將重復第一工步的變化。
另外,各動作之間應設置互鎖,即某一個動作進行時,應鎖定另一個動作,如快進與工進互鎖、縱進與縱退互鎖等。
三、多工步機床控制系統硬件設計
1.輸入/輸出信號分析
根據對多工步機床控制系統的功能分析,可知其主要的輸入和輸出信號如下:
輸入信號:控制多工步機床刀具進給加工的開始按鈕1個,行程開關共有4個,包括縱向快進到位行程開關1個、縱向工進到位行程開關1個、縱向后退到位開關1個以及橫向進給到位行程開關1個,所以輸入信號共5路,需5個輸入端子。
輸出信號:主要是控制各類接觸器以及電磁閥,包括縱向前進接觸器、縱向快速接觸器、縱向后退接觸器以及橫向前進電磁閥各1個,所以輸出信號共4路,需4個輸出端子。
2.PLC的輸入/輸出分配表
在對多工步轉塔車床控制系統的各個硬件組成部分進行了詳細分析后,可以對PLC主機的I/O點數進行分配,如表8-7所示。
表8-7 多工步轉塔車床控制系統的I/O點數分配表
|
序號 |
名稱 |
地址 |
說明 |
|
5路數字輸入信號 | |||
|
1 |
刀具進給開始按鈕 |
I0.0 |
SB1 |
|
2 |
縱向快進到位行程開關 |
I0.1 |
ST1 |
|
3 |
縱向工進到位行程開關 |
I0.2 |
ST2 |
|
4 |
縱向后退到位行程開關 |
I0.3 |
ST3 |
|
5 |
橫向進給到位行程開關 |
I0.4 |
ST4 |
|
4路數字輸出信號 | |||
|
1 |
縱向前進接觸器 |
Q0.0 |
KM1 |
|
2 |
縱向快速接觸器 |
Q0.1 |
KM2 |
|
3 |
縱向后退接觸器 |
Q0.2 |
KM3 |
|
4 |
橫向前進電磁閥 |
Q0.3 |
YV1 |
3.PLC的選型
通過對各個輸入和輸出信號進行分析后可以得知,該多工步機床控制系統中有5個數字量輸入信號和4個數字量輸出信號,共需9個I/O點,根據I/O點數和容量,本實例可以選擇S7-200系列PLC中的CPU221作為控制主機。
4.硬件接線圖
根據PLC的輸入/輸出分配表,可以畫出如圖8-26所示的多工步機床PLC控制主機的硬件接線圖。
四、多工步機床PLC控制系統軟件設計
根據多工步轉塔車床加工棉紡錠子、錠腳的加工工序,采用順序控制指令可以編寫出多工步轉塔車床控制系統的PLC梯形圖及語句表,如圖8-27所示。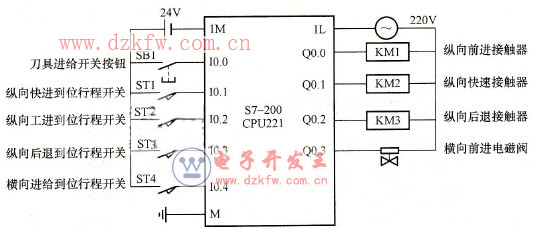
圖8-26 多工步機床控制硬件接線圖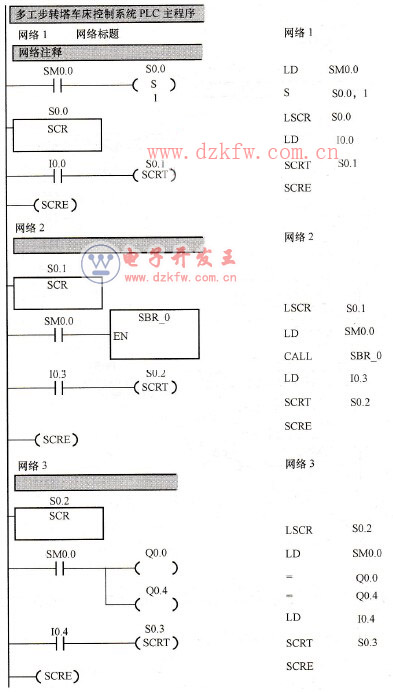
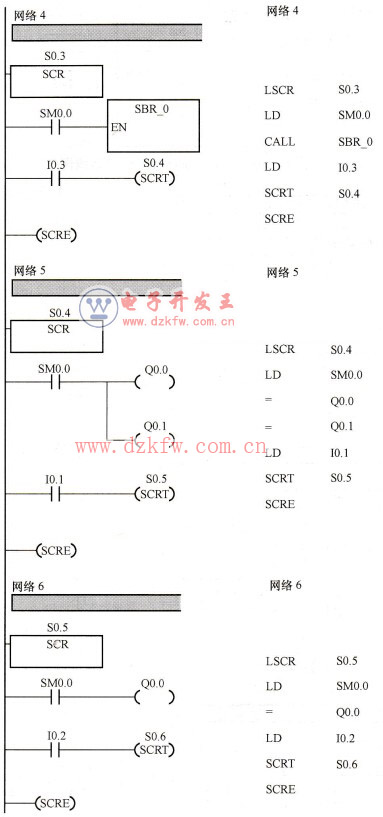
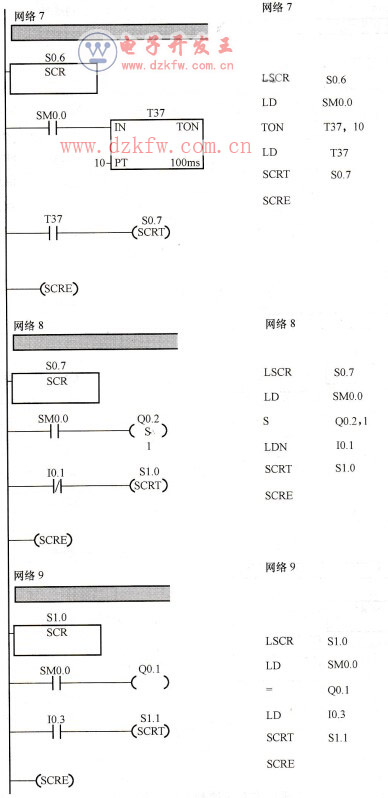
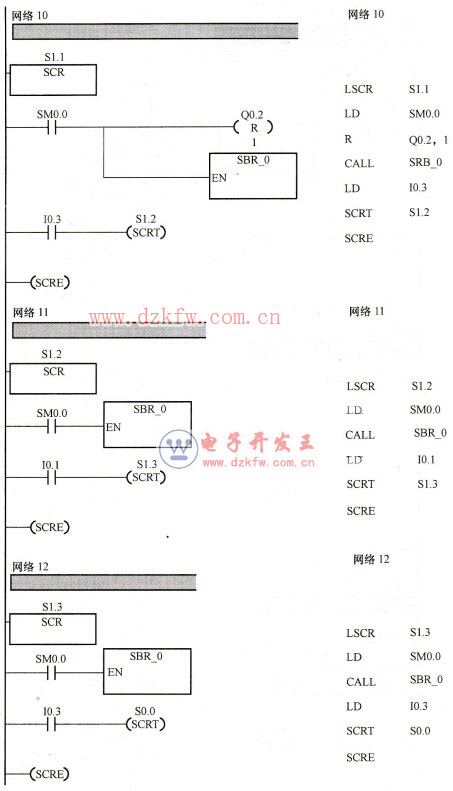
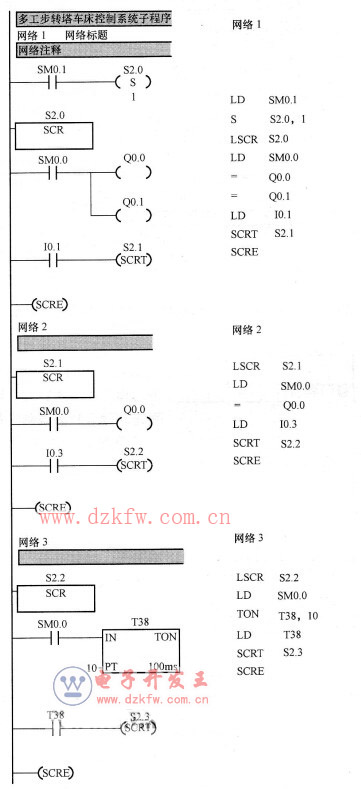
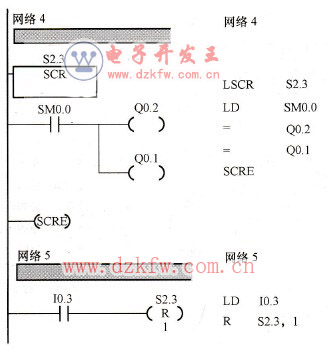
圖8-27 多工步轉塔車床控制系統的PLC梯形圖及語句表
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底