
š¬ę¬Ż║Ęų╬÷┴╦├║╠┐▌ö╦═┐žųŲŽĄĮyĄ─ĻPµIå¢Ņ}Ż¼└¹ė├╬„ķTūėPLC S7-200▄ø╝■Ż¼ĮY║ŽÜŌäė╝╝ągĪóé„ĖąŲ„╝╝ągŻ¼═©▀^ī”Ė„┐žųŲŁh╣Ø▀ē▌ŗĻPŽĄĘų╬÷║¾Ż¼ī”├║╠┐▌ö╦═┐žųŲŽĄĮyĄ─┐žųŲŁh╣Ø▀Mąą┴╦įOėŗĪŻįōŽĄĮy─▄┼c╔Ž╬╗ÖC▀Mąą═©ėŹŻ¼īŹ¼FĄž╔Žį┌ŠĆ▒O┐žŻ¼╠ßĖ▀┴╦├║╠┐▌ö╦═▀^│╠ųąĄ─ūįäė╗»│╠Č╚║═░▓╚½ąįĪŻ
ĻPµIį~Ż║PLCŻ╗├║╠┐▌ö╦═Ż╗┐žųŲŽĄĮyŻ╗įOėŗ
0ĪĪę²čį
ļSų°ųŲįņśIūįäė╗»│╠Č╚Ą─▓╗öÓ░lš╣Ż¼├║╠┐Ą─▌ö╦═▀^│╠┐žųŲę▓ųØuīŹ¼F┴╦ūįäė╗»ĪŻ×ķ┴╦£p╔┘ę“ČÓÖCąĄįņ│╔Ą─Š«Ž┬░▓╚½ļ[╗╝Ż¼╠ßĖ▀ĄVŠ«ųąĄ─ū„śIą¦┬╩Ż¼Š═ąĶę¬īó├║╠┐Ą─═┌Š“Īó▌ö╦═╝░ĘųÆ■ėąÖCĄžĮY║ŽŲüĒĪŻ═©▀^Ęų╬÷┼c┐╝▓ņŻ¼▒Š╬─╠ß│÷ę╗ĘNą┬ą═Ą─├║╠┐▌ö╦═ÖCĄ─┐žųŲŽĄĮyįOėŗĘĮ░ĖŻ¼┤╦čbų├░³└©čb├║ÖCąĄ╩ųĪó├║╠┐Ħ╩Įé„▌öčbų├╝░ė|├■’@╩Ščbų├Ą╚ĪŻ└¹ė├╬„ķTūėS7-200 PLCŠÄ│╠▄ø╝■Ż¼ĮY║ŽÜŌäėčbų├Īó╣ŌļŖé„ĖąŲ„ĪóūāŅlŲ„Īó▓Į▀MļŖÖCĄ╚īŹ¼F┴╦čb├║ÖCąĄ╩ųĄ─“īäėŻ¼▀MČ°īŹ¼F┴╦├║╠┐Ą─£╩┤_ėąą¦é„▌öŻ¼▓ó┐╔ęįĖ∙ō■╣ż╬╗Ą─ąĶ꬚{╣Øé„ĖąŲ„╝░Ž▐╬╗ķ_ĻPĄ─╬╗ų├ĪŻ
1ĪĪ├║╠┐▌ö╦═┐žųŲ▀^│╠Ęų╬÷
ßśī”─┐Ū░├║╠┐▌ö╦═ęį╚╦╣ż┐žųŲ×ķų„Ą─ŪķørŻ¼ęįÜŌäėčbų├Īóé„ĖąŲ„ĪóPLC×ķ┐žųŲ║╦ą─īŹ¼FŠ«Ž┬├║╠┐▌ö╦═ūįäė┐žųŲŽĄĮyŻ¼├║╠┐▌ö╦═ÖCĄ─┐žųŲ┴„│╠╚ńłD1╦∙╩ŠĪŻ
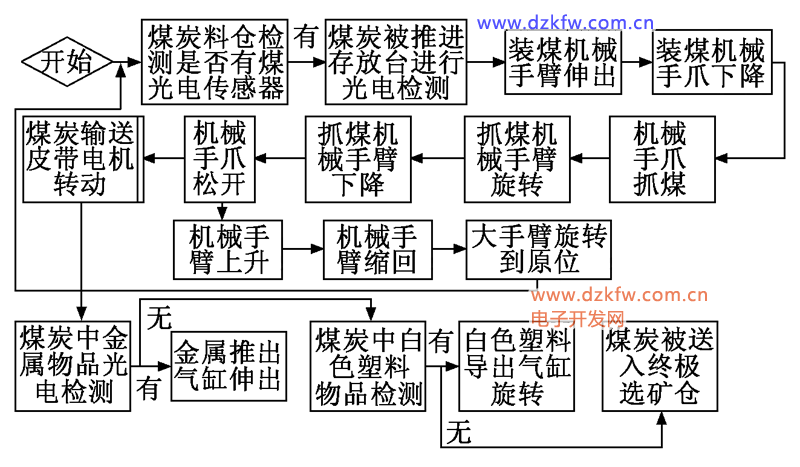
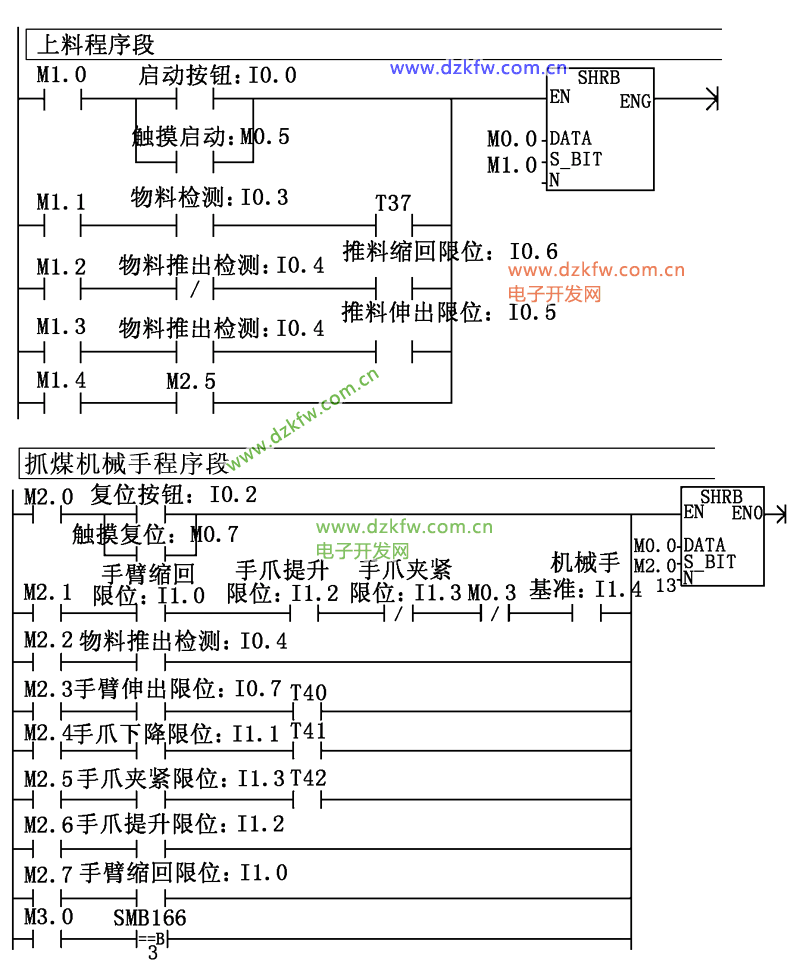
łD1ĪĪ├║╠┐▌ö╦═ÖC┐žųŲ┴„│╠
2ĪĪ├║╠┐▌ö╦═ÖC┐žųŲŽĄĮyÜŌäė┐žųŲŽĄĮyįOėŗ
ÜŌäė┐žųŲ╩Ū╝╚ĮøØ·ėų░▓╚½┐╔┐┐Ą─ę╗ĘN┐žųŲĘĮ╩ĮŻ¼į┌├║╠┐▌ö╦═┐žųŲŽĄĮyųąŻ¼├║╠┐Ą─═Ų│÷Īóūź├║ÖCąĄ╩ų▒█╔ņ┐s║═╔²ĮĄĪó╩ųū”Ą─ŖAŠo╝░├║╠┐ųąĮī┘╝░╦▄┴Ž╬’ŲĘĄ─═Ų│÷Ą╚äėū„Č╝└¹ė├ÜŌĖūüĒīŹ¼FŻ¼═©▀^6éĆļŖ┤┼ōQŽ“ķyī”6éĆÜŌĖū▀Mąą┐žųŲĪŻ├║╠┐▌ö╦═ÖCĄ─ÜŌäė┐žųŲįŁ└Ē╚ńłD2╦∙╩ŠĪŻ
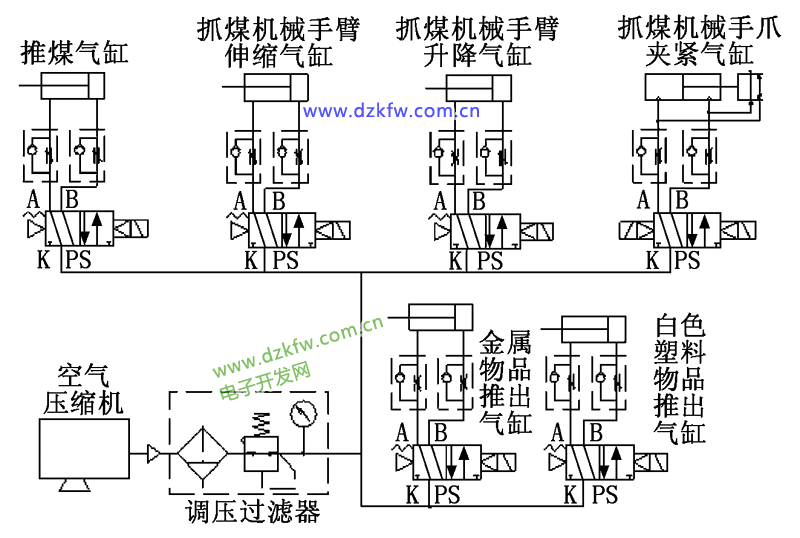
łD2ĪĪ╣ŌÖCļŖę╗¾w╗»├║╠┐▌ö╦═ÖCÜŌäė┐žųŲįŁ└Ē
3ĪĪ╗∙ė┌PLCĄ─┐žųŲŽĄĮyįOėŗ
3.1ĪĪ├║╠┐▌ö╦═ÖC┐žųŲŽĄĮyė▓╝■įOėŗ
3.1.1ĪĪI/OČ╦³cĘų┼õ
┐žųŲŽĄĮy═©▀^▌ö╚ļČ╦ūėīóé„ĖąŲ„Īóąą│╠ķ_ĻPĄ╚▌ö╚ļą┼╠¢é„▀fĮoPLCŻ¼PLCĮø▀^│╠ą“▀\ąą║═╠Ä└Ē║¾į┘░č▌ö│÷ą┼╠¢═©▀^▌ö│÷Č╦ūė▌ö│÷Ż¼▀@ą®▌ö│÷ą┼╠¢ų„ę¬╩Ūī”é„▌öÖCĄ─ļŖ┤┼ķyĪóūāŅlŲ„Ą╚▀Mąą┐žųŲŻ¼Ė∙ō■ę¬Ū¾Ż¼▌ö╚ļ³cöĄ×ķI0.0Ī½I0.7ĪóI1.0Ī½I1.7ĪóI2.0Ī½I2.4╣▓21éĆŻ¼▌ö│÷³cöĄ×ķ14éĆŻ¼CPUą═╠¢×ķ226┐╔ŠÄ│╠┐žųŲŲ„ĪŻā╚▓┐│╠ą“ų„ę¬╩╣ė├ęŲ╬╗ųĖ┴Ņ═Ļ│╔ĪŻ┐žųŲŽĄĮyI/OĘų┼õ▒Ē╚ń▒Ē1╦∙╩ŠĪŻ
3.1.2ĪĪPLC═Ōć·ĮėŠĆįOėŗ
PLC═Ōć·ĮėŠĆłD╚ńłD3╦∙╩ŠĪŻ
3.2ĪĪ├║╠┐▌ö╦═ÖC┐žųŲŽĄĮy│╠ą“įOėŗ
PLC╔ŽļŖåóäė║¾╩ūŽ╚ł╠ąąā╚▓┐│§╩╝╗»,Ūę┐╔ęįĖ∙ō■ė|├■Ų┴īŹ¼F╩ųäė║═ūįäėĄ─▐DōQĪŻįōŽĄĮyįOėŗ▓╔ė├┴╦ų„│╠ą“║═ūė│╠ą“š{ė├Ą─╣”─▄Ż¼į┌ė÷ĄĮ╣╩šŽ║¾┐╔ęįļSÖCš{ė├Ųõųąę╗Č╬ūė│╠ą“▀MąąÖzą▐ĪŻįō┐žųŲŽĄĮy│╠ą“ų„ę¬░³║¼Ą─│╠ą“Č╬ėą╔Ž├║Öz£y│╠ą“Č╬Īóūź├║ÖCąĄ╩ųūź├║│╠ą“Č╬Īó├║╠┐▀\▌ö│╠ą“Č╬Īó├║╠┐ļs╬’Öz£y┼cĘųÆ■│╠ą“Č╬Ż¼▓ó─▄▀MąąŽÓæ¬Ą─│╠ą“ĀŅæB▒O┐žŻ¼īŹ¼F╣╩šŽÅ═╬╗ĪŻ▓┐Ęų│╠ą“Č╬╚ńłD4ĪółD5╦∙╩ŠĪŻ
▒Ē1ĪĪ├║╠┐▌ö╦═ÖC┐žųŲŽĄĮyI/OĘų┼õ▒Ē
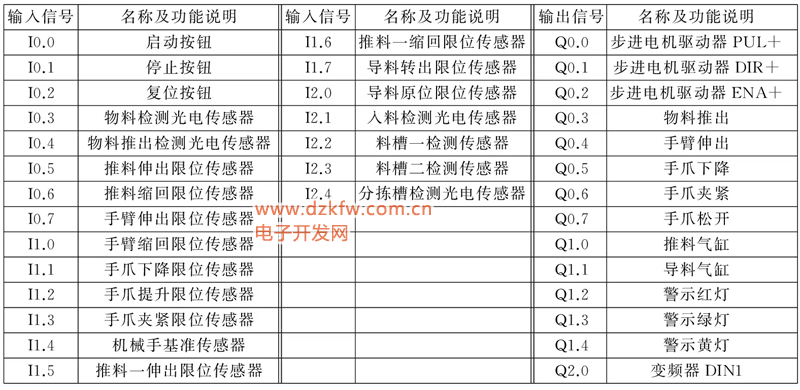
▌ö╚ļą┼╠¢├¹ĘQ╝░╣”─▄šf├„▌ö╚ļą┼╠¢├¹ĘQ╝░╣”─▄šf├„▌ö│÷ą┼╠¢├¹ĘQ╝░╣”─▄šf├„I0.0åóäė░┤ŌoI1.6═Ų┴Žę╗┐s╗žŽ▐╬╗é„ĖąŲ„Q0.0▓Į▀MļŖÖC“īäėŲ„PUL+I0.1═Żų╣░┤ŌoI1.7ī¦┴Ž▐D│÷Ž▐╬╗é„ĖąŲ„Q0.1▓Į▀MļŖÖC“īäėŲ„DIR+I0.2Å═╬╗░┤ŌoI2.0ī¦┴ŽįŁ╬╗Ž▐╬╗é„ĖąŲ„Q0.2▓Į▀MļŖÖC“īäėŲ„ENA+I0.3╬’┴ŽÖz£y╣ŌļŖé„ĖąŲ„I2.1╚ļ┴ŽÖz£y╣ŌļŖé„ĖąŲ„Q0.3╬’┴Ž═Ų│÷I0.4╬’┴Ž═Ų│÷Öz£y╣ŌļŖé„ĖąŲ„I2.2┴Ž▓█ę╗Öz£yé„ĖąŲ„Q0.4╩ų▒█╔ņ│÷I0.5═Ų┴Ž╔ņ│÷Ž▐╬╗é„ĖąŲ„I2.3┴Ž▓█Č■Öz£yé„ĖąŲ„Q0.5╩ųū”Ž┬ĮĄI0.6═Ų┴Ž┐s╗žŽ▐╬╗é„ĖąŲ„I2.4ĘųÆ■▓█Öz£y╣ŌļŖé„ĖąŲ„Q0.6╩ųū”ŖAŠoI0.7╩ų▒█╔ņ│÷Ž▐╬╗é„ĖąŲ„Q0.7╩ųū”╦╔ķ_I1.0╩ų▒█┐s╗žŽ▐╬╗é„ĖąŲ„Q1.0═Ų┴ŽÜŌĖūI1.1╩ųū”Ž┬ĮĄŽ▐╬╗é„ĖąŲ„Q1.1ī¦┴ŽÜŌĖūI1.2╩ųū”╠ß╔²Ž▐╬╗é„ĖąŲ„Q1.2Š»╩Š╝t¤¶I1.3╩ųū”ŖAŠoŽ▐╬╗é„ĖąŲ„Q1.3Š»╩ŠŠG¤¶I1.4ÖCąĄ╩ų╗∙£╩é„ĖąŲ„Q1.4Š»╩Š³S¤¶I1.5═Ų┴Žę╗╔ņ│÷Ž▐╬╗é„ĖąŲ„Q2.0ūāŅlŲ„DIN1
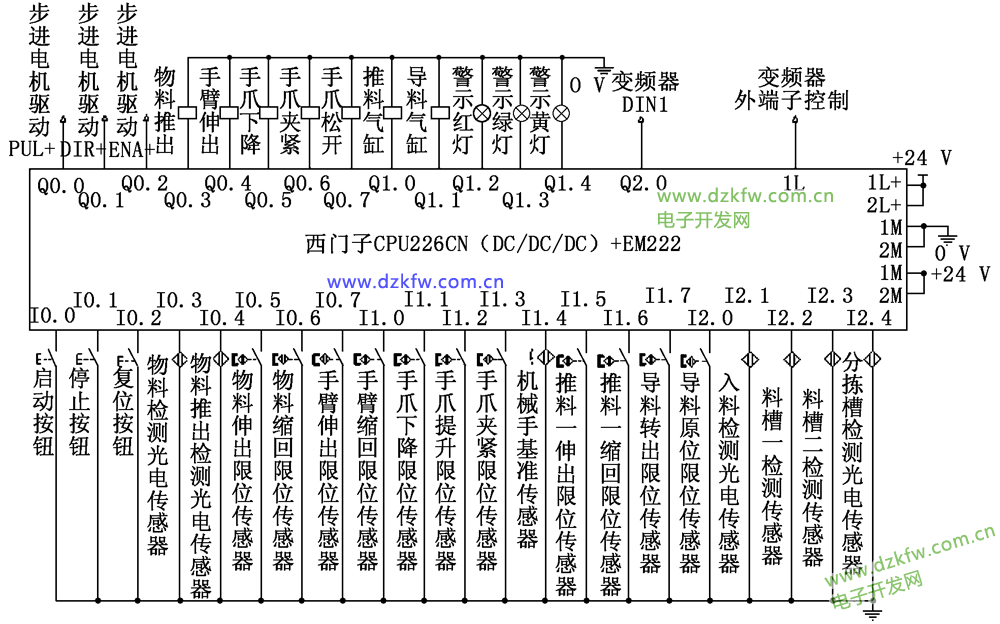
łD3ĪĪ╬„ķTūėPLC═Ōć·ĮėŠĆłD
łD4ĪĪ╔Ž├║Öz£y│╠ą“Č╬ĪĪĪĪĪĪĪĪłD5ĪĪūź├║ÖCąĄ╩ų│╠ą“Č╬
4ĪĪį┌ŠĆ▒O┐ž╝░═©ėŹ
▒Š╬─╦∙įOėŗĄ─┐žųŲŽĄĮy╩Ūė╔PLCĪóė|├■Ų┴ĪóļŖ┐žįOéõĪóöĄō■Į╗ōQįOéõĪóą┼╠¢▓╔╝»čbų├Ą╚ĮM│╔ĪŻPLCžōž¤═Ļ│╔ą┼╠¢╠Ä└ĒĪó▀ē▌ŗ┼ąöÓĪó╣╩šŽį\öÓ║═ģóöĄėøæøĄ╚╣”─▄ĪŻ═©▀^é„▌öÖC╔ŽĄ─öĄō■▓╔╝»─ŻēK▓╔╝»├║╠┐Ą─ųž┴┐ą┼╠¢üĒ┤_Č©╩Ūʱķ_åóūįäė═┌Š“ÖCŻ¼▌ö╦═ÖCĄ─é„╦═┴┐Īó╔Ž├║ŪķørĪó├┐éĆĘųÆ■┐┌Ą─▌ö│÷ŪķørĪóé„▌öļŖÖCĄ─Č©ūė£žČ╚Īó▌S│ąĄ─£žČ╚Ą╚Ė„ģóöĄĮø▀^öĄō■▓╔╝»─ŻēK▓╔╝»║¾į┘Įø▀^▐DōQ’@╩Šį┌Ąž├µĄ─ė|├■’@╩ŠŲ┴╔ŽŻ¼╚¶│÷¼F│¼ś╦ŪķørŻ¼┐žųŲŽĄĮyīó│÷¼Fł¾Š»ą┼╠¢Ż¼Š«╔Ž╚╦åT┐╔ęįĖ∙ō■Ūķør▀Mąąš{š¹╗“Šo╝▒═Ż▄ćŻ¼īŹ¼FĄž├µ▒O┐žšŠĄ─īŹĢr▒O┐žĪŻ
5ĪĪąĪĮY
└¹ė├ÜŌäė╝╝ągŻ¼ęį╬„ķTūėS7-200ą═PLC×ķ║╦ą─ķ_░l┴╦├║╠┐▌ö╦═ÖC┐žųŲŽĄĮyŻ¼═©▀^ī”Ųõ▀ē▌ŗĻPŽĄĄ─蹊┐▀Mąą┴╦│╠ą“įOėŗŻ¼į÷ÅŖ┴╦Š«Ž┬├║╠┐▌ö╦═Ą─┐╔┐┐ąįĪŻ═©▀^ė|├■Ų┴MT506MV┐╔ęįīŹ¼FŠ«Ž┬▌ö╦═ÖCĖ„╣żū„Įń├µĄ─ŪąōQŻ¼▀Mąą╣╩šŽĄ─īŹ╩®č▓▓ķ╝░┐žųŲĘĮ╩Į▐DōQŻ¼▀Ć┐╔ęįī”Ųõ▀Mąą▀h│╠┐žųŲŻ¼╠ßĖ▀┴╦├║ĄV╔·«aĄ─░▓╚½ąįĪŻ┐éų«Ż¼įō┐žųŲŽĄĮyĄ─╩╣ė├īó┤¾┤¾╠ßĖ▀Š«Ž┬├║ĄVū„śIĄ─ūįäė╗»│╠Č╚Ż¼×ķ├║ĄV░▓╚½╔·«a╠ß╣®┴╦ę╗Č©▒ŻšŽĪŻ
ģó┐╝╬─½IŻ║
[1]ųņŽ╝Ūķ.PLC╝╝ągį┌├║ĄVĦ╩Į▌ö╦═ÖCųąĄ─įOėŗ┼cæ¬ė├.├║ĄVÖCąĄ,2013,34(9):229-231.
[2]╠JŲGĘ╝Ż¼ųņ┘FæŚ.╗∙ė┌PLCĄ─ļŖ╠▌┐žųŲŽĄĮyįOėŗ.├║╠┐╝╝ąg,2011,30(8):53-55.
[4]└ŅśI┴┴Ż¼ÜWĻ¢├¹╚²Ż¼ųx┤║ĖŻ,Ą╚.╗∙ė┌S7-300 PLCĄ─╣żū„├µ▌ö╦═įOéõ▒O┐žŽĄĮy.├║ĄVÖCąĄ,2014,35(1):183-185.
[5]╝¦ŪÕ╚A.ą┬ą═ÖCļŖę╗¾w╗»▀\├║ÖCąĄ╩ųĄ─PLC┐žųŲįOėŗ.├║╠┐╝╝ąg,2012,31(8):24-25.
╬─š┬ŠÄ╠¢Ż║1672-6413(2016)04-0162-03
╩šĖÕ╚šŲ┌Ż║2015-11-08Ż╗
ą▐ėå╚šŲ┌Ż║2016-05-15
ū„š▀║åĮķŻ║═§╦žĘ█(1981-)Ż¼┼«Ż¼║ė─Žų▄┐┌╚╦Ż¼ųvĤŻ¼┤T╩┐Ż¼ų„ę¬Å─╩┬ÖCąĄųŲįņ╝░ūįäė╗»ĘĮ├µĄ─Į╠īW┼c蹊┐╣żū„ĪŻ
ųąłDĘųŅÉ╠¢Ż║TP273Ī├TD5
╬─½Iś╦ūR┤aŻ║A
Design of A Coal Conveying Control System Based on PLC
WANG Su-fen
(Department of Mechanical and Electrical Engineering, Sanmenxia Vocational and Technical College, Sanmenxia 472000, China)
AbstractŻ║ The key problems of coal conveying control system are analyzed, and a coal conveying control system based on Siemens PLC S7-200 is designed, which is combined with pneumatic technology and sensor technology. The logic relationship of control links is analyzed, the communication of the control system with the upper machine is designed, and the online monitoring is realized, the automation level of coal transportation is improved.
Key wordsŻ║ PLC; coal conveying; control system; design
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū