
ę╗Īó├„┤_ŽĄĮy(t©»ng)┐žųŲę¬Ū¾
┤¾ąĪĶFŪ“ĘųÆ■ÖCĮY(ji©”)śŗ(g©░u)╚ńłD6-13╦∙╩ŠĪŻM1×ķé„╦═ĦļŖäėÖCŻ¼═©▀^é„╦═Ħ“ī(q©▒)äėÖCąĄ╩ų▒█ū¾Ž“╗“ėꎓęŲäėŻ╗M2×ķļŖ┤┼ĶF╔²ĮĄļŖäėÖCŻ¼ė├ė┌“ī(q©▒)äėļŖ┤┼ĶFYA╔ŽęŲ╗“Ž┬ęŲŻ╗SQ1ĪóSQ4ĪóSQ5Ęųäe×ķ╗ņčbŪ“ŽõĪóąĪŪ“Ū“ŽõĪó┤¾Ū“Ū“ŽõĄ─Č©╬╗ķ_ĻP(gu©Īn)Ż¼«ö(d©Īng)ÖCąĄ╩ų▒█ęŲĄĮ─│Ū“Žõ╔ŽĘĮĢrŻ¼ŽÓæ¬(y©®ng)Ą─Č©╬╗ķ_ĻP(gu©Īn)ķ]║ŽŻ╗SQ6×ķĮėĮ³ķ_ĻP(gu©Īn)Ż¼«ö(d©Īng)ĶFŪ“┐┐Į³Ģrķ_ĻP(gu©Īn)ķ]║ŽŻ¼▒Ē╩ŠļŖ┤┼ĶFŽ┬ĘĮėąŪ“┤µį┌ĪŻ
┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲę¬Ū¾╝░╣żū„▀^│╠╚ńŽ┬Ż║
ó┘ĘųÆ■ÖCę¬Å─╗ņčbŪ“Žõųąīó┤¾ąĪŪ“ĘųÆ■│÷üĒŻ¼▓óīóąĪŪ“Ę┼╚ļąĪŪ“Žõā╚(n©©i)Ż¼┤¾Ū“Ę┼╚╦┤¾Ū“Žõā╚(n©©i)ĪŻ
ó┌ĘųÆ■ÖCĄ─│§╩╝ĀŅæB(t©żi)Ż©įŁ³cŚl╝■Ż®╩ŪÖCąĄ╩ų▒█æ¬(y©®ng)═Żį┌╗ņčbŪ“Žõ╔ŽĘĮŻ¼SQ1ĪóSQ3Š∙ķ]║ŽĪŻ
ó█į┌╣żū„ĢrŻ¼╚¶SQ6ķ]║ŽŻ¼ätļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶFŽ┬ęŲŻ¼2s║¾Ż¼ĮoļŖ┤┼ĶF═©ļŖÅ─╗ņčbŪ“Žõųą╬³ę²ĶFŪ“Ż¼╚¶┤╦ĢrSQ2╠Äė┌öÓķ_Ż¼▒Ē╩Š╬³ę²Ą─╩Ū┤¾Ū“Ż¼╚¶SQ2╠Äė┌ķ]║ŽŻ¼ät╬³ę²Ą─╩ŪąĪŪ“Ż¼╚╗║¾ļŖ┤┼ĶF╔ŽęŲŻ¼SQ3ķ]║Ž║¾Ż¼ļŖäėÖCM1ĦäėÖCąĄ╩ų▒█ėęęŲŻ¼╚ń╣¹ļŖ┤┼ĶF╬³ę²Ą─×ķąĪŪ“Ż¼ÖCąĄ╩ų▒█ęŲų┴SQ4╠Ä═Żų╣Ż¼ļŖ┤┼ĶFŽ┬ęŲŻ¼īóąĪŪ“Ę┼╚ļąĪŪ“ŽõŻ©ūīļŖ┤┼ĶF╩¦ļŖŻ®Ż¼Č°║¾ļŖ┤┼ĶF╔ŽęŲŻ¼ÖCąĄ╩ų▒█╗žÜwįŁ╬╗Ż¼╚ń╣¹ļŖ┤┼ĶF╬³ę²Ą─╩Ū┤¾Ū“Ż¼ÖCąĄ╩ų▒█ęŲų┴SQ5╠Ä═Żų╣Ż¼ļŖ┤┼ĶFŽ┬ęŲŻ¼īóąĪŪ“Ę┼╚╦┤¾Ū“ŽõŻ¼Č°║¾ļŖ┤┼ĶF╔ŽęŲŻ¼ÖCąĄ╩ų▒█╗žÜwįŁ╬╗ĪŻ
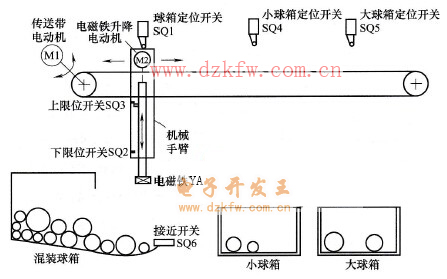
łD6-13 ┤¾ąĪĶFŪ“ĘųÆ■ÖCĄ─ĮY(ji©”)śŗ(g©░u)
Č■Īó┤_Č©▌ö╚ļŻ»▌ö│÷įO(sh©©)éõ▓óĘų┼õ║Ž▀mĄ─PLC IŻ»OČ╦ūė
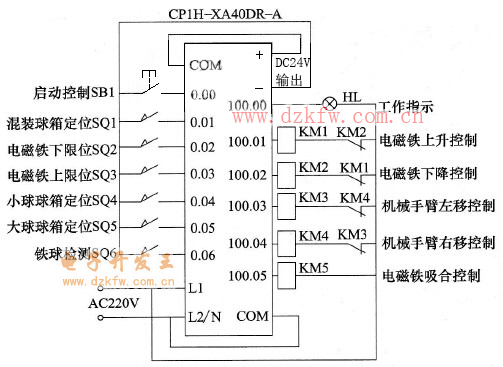
┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲŽĄĮy(t©»ng)ė├ĄĮĄ─▌ö╚ļŻ»▌ö│÷įO(sh©©)éõ║═ī”æ¬(y©®ng)Ą─PLCČ╦ūėęŖ▒Ē6-3ĪŻ
▒Ē6-3 ┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲ▓╔ė├Ą─▌ö╚ļŻ»▌ö│÷įO(sh©©)éõ║═ī”æ¬(y©®ng)Ą─PLCČ╦ūė
|
▌ö╚ļ | ||
|
▌ö╚ļįO(sh©©)éõ |
ī”æ¬(y©®ng)Č╦ūė |
╣”─▄šf├„ |
|
SB1 |
0. 00 |
åóäė┐žųŲ |
|
SQ1 |
0. 01 |
╗ņčbŪ“ŽõČ©╬╗ |
|
SQ2 |
0. 02 |
ļŖ┤┼ĶFŽ┬Ž▐╬╗ |
|
SQ3 |
0. 03 |
ļŖ┤┼ĶF╔ŽŽ▐╬╗ |
|
SQ4 |
0. 04 |
ąĪŪ“Ū“ŽõČ©╬╗ |
|
SQ5 |
0. 05 |
┤¾Ū“Ū“ŽõČ©╬╗ |
|
SQ6 |
0. 06 |
ĶFŪ“Öz£y |
|
▌ö│÷ | ||
|
▌ö│÷įO(sh©©)éõ |
ī”æ¬(y©®ng)Č╦ūė |
╣”─▄šf├„ |
|
HL |
100.00 |
╣żū„ųĖ╩Š |
|
KM1ŠĆ╚” |
100.01 |
ļŖ┤┼ĶF╔Ž╔²┐žųŲ |
|
KM2ŠĆ╚” |
100.02 |
ļŖ┤┼ĶFŽ┬ĮĄ┐žųŲ |
|
KM3ŠĆ╚” |
100.03 |
ÖCąĄ╩ų▒█ū¾ęŲ┐žųŲ |
|
KM4ŠĆ╚” |
100.04 |
ÖCąĄ╩ų▒█ėęęŲ┐žųŲ |
|
KM5ŠĆ╚” |
100.05 |
ļŖ┤┼ĶF╬³║Ž┐žųŲ |
╚²Īó└LųŲPLC┐žųŲŠĆ┬ĘłD
łD6-14×ķ┤¾ąĪĶFŪ“ĘųÆ■ÖCĄ─PLC┐žųŲŠĆ┬ĘłDĪŻ
╦─ĪóŠÄīæPLC┐žųŲ│╠ą“
(1)└LųŲĀŅæB(t©żi)▐D(zhu©Żn)ęŲłD
ĘųÆ■ÖCÆ■Ū“ĢrūźĄ─┐╔─▄×ķ┤¾Ū“Ż¼ę▓┐╔─▄×ķąĪŪ“Ż¼╚¶ūźĄ─×ķ┤¾Ū“Ģrätł╠(zh©¬)ąąūź╚Ī┤¾Ū“┐žųŲŻ¼╚¶ūźĄ─×ķąĪŪ“ätł╠(zh©¬)ąąūź╚ĪąĪŪ“┐žųŲŻ¼▀@╩Ūę╗ĘN▀xō±ąį┐žųŲŻ¼ŠÄ│╠Ģræ¬(y©®ng)▓╔ė├▀xō±ąįĘųų¦ĘĮ╩ĮĪŻ
łD6-14 ┤¾ąĪĶFŪ“ĘųÆ■ÖCĄ─PLC┐žųŲŠĆ┬ĘłD
łD6-15×ķ┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲĄ─ĀŅæB(t©żi)▐D(zhu©Żn)ęŲłDĪŻ
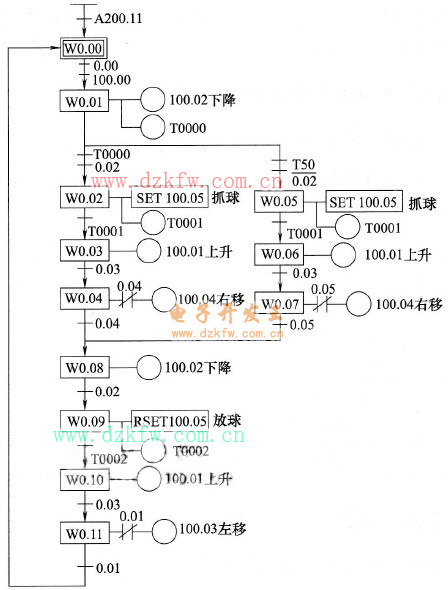
łD6-15 ┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲĄ─ĀŅæB(t©żi)▐D(zhu©Żn)ęŲłD
(2)└LųŲ╠▌ą╬łD
åóäėCX-ŠÄ│╠▄ø╝■Ż¼Ė∙ō■(j©┤)╚ńłD6-15╦∙╩ŠĄ─ĀŅæB(t©żi)▐D(zhu©Żn)ęŲłDŠÄīæ╠▌ą╬łDŻ¼ŠÄīæ═Ļ│╔Ą─╠▌ą╬łD╚ńłD6-16╦∙╩ŠĪŻ
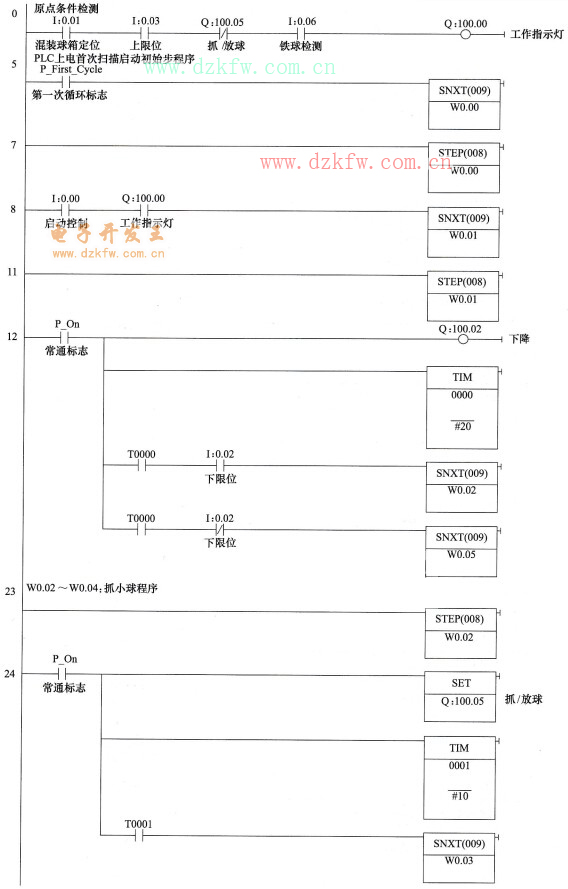
łD6-16 ┤¾ąĪĶFŪ“ĘųÆ■ÖC┐žųŲĄ─╠▌ą╬łD
╬ÕįöĮŌė▓╝■ŠĆ┬Ę║═╠▌ą╬łDĄ─╣żū„įŁ└Ē
Ž┬├µĮY(ji©”)║ŽłD6-13ĘųÆ■ÖCĮY(ji©”)śŗ(g©░u)łDĪółD6-14┐žųŲŠĆ┬ĘłD║═łD6-16╠▌ą╬łDüĒšf├„ĘųÆ■ÖCĄ─╣żū„įŁ└ĒĪŻ
(1)Öz£yįŁ³cŚl╝■
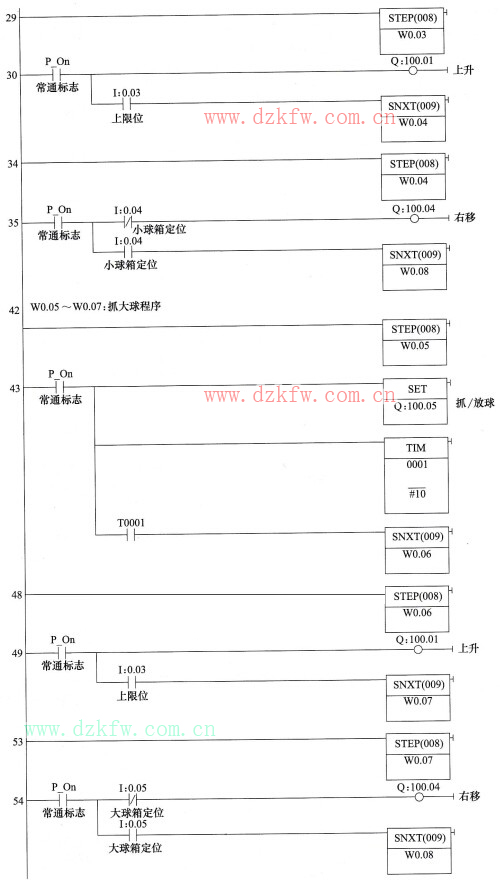
łD6-16╠▌ą╬łDųąĄ─[0]│╠ą“ė├üĒÖz£yĘųÆ■ÖC╩ŪʱØMūŃįŁ³cŚl╝■ĪŻĘųÆ■ÖCĄ─įŁ³cŚl╝■ėąŻ║ó┘ÖCąĄ╩ų▒█═Żų╣╗ņčbŪ“Žõ╔ŽĘĮŻ©Ģ■╩╣Č©╬╗ķ_ĻP(gu©Īn)SQ1ķ]║ŽŻ¼[0]0.01│Żķ_ė|³cķ]║ŽŻ®Ż╗ó┌ļŖ┤┼ĶF╠Äė┌╔ŽŽ▐╬╗╬╗ų├Ż©Ģ■╩╣╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)SQ3ķ]║ŽŻ¼[0] 0.03│Żķ_ė|³cķ]║ŽŻ®Ż╗ó█ļŖ┤┼ĶF╬┤═©ļŖŻ©Q0.5ŠĆ╚”╩¦ļŖŻ¼ļŖ┤┼ĶFę▓¤o╣®ļŖŻ¼[0] Q0.5│Żķ]ė|³cķ]║ŽŻ®Ż╗ó▄ėąĶFŪ“╠Äė┌ļŖ┤┼ĶFš²Ž┬ĘĮŻ©Ģ■╩╣ĶFŪ“Öz£yķ_ĻP(gu©Īn)SQ6ķ]║ŽŻ¼[0] 0.06│Żķ_ė|³cķ]║ŽŻ®ĪŻ▀@4³cČ╝ØMūŃ║¾Ż¼[0] 100. 00ŠĆ╚”Ą├ļŖŻ¼[8] 100.00│Żķ_ė|³cķ]║ŽŻ¼═¼Ģr100. 00Č╦ūėĄ─ā╚(n©©i)ė▓ė|³cĮė═©Ż¼ųĖ╩Š¤¶HL┴┴Ż¼HL▓╗┴┴Ż¼šf├„įŁ³cŚl╝■▓╗ØMūŃĪŻ
(2)╣żū„▀^│╠
«ö(d©Īng)PLC╔ŽļŖåóäėĢrŻ¼A200. 11ė|³cĢ■Įė═©ę╗éĆÆ▀├Ķų▄Ų┌Ż¼ł╠(zh©¬)ąąĪ░SNXT W0. 00Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 01▓Į│╠ą“ĪŻ
«ö(d©Īng)░┤Ž┬åóäė░┤ŌoSB1ĢrĪ·[8]0.00│Żķ_ė|³cķ]║ŽĪ·ė╔ė┌100. 00ė|³cķ]║ŽŻ¼╣╩ł╠(zh©¬)ąąĪ░SNXT W0. 01Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 01▓Į│╠ą“Ī·[12]P_Onė|³cķ]║ŽĪ·[12]100. 02ŠĆ╚”Ą├ļŖŻ¼═©▀^Įėė|Ų„KM2╩╣ļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶFŽ┬ęŲŻ¼┼c┤╦═¼ĢrŻ¼Č©ĢrŲ„T0000ķ_╩╝2sėŗĢrĪ·2s║¾Ż¼[12]ā╔éĆT0000│Żķ_ė|³cŠ∙ķ]║ŽŻ¼╚¶Ž┬Ž▐╬╗ķ_ĻP(gu©Īn)SQ2╠Äė┌ķ]║ŽŻ¼▒Ē├„ļŖ┤┼ĶFĮėė|×ķąĪŪ“Ż¼[12] 0.02│Żķ_ė|³cķ]║ŽŻ¼[12]0.02│Żķ]ė|³cöÓķ_Ż¼ł╠(zh©¬)ąąĪ░SNXT W0. 02Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 02▓Į│╠ą“Ż¼ķ_╩╝ūźąĪŪ“┐žųŲ│╠ą“Ż¼╚¶Ž┬Ž▐╬╗ķ_ĻP(gu©Īn)SQ2╠Äė┌öÓķ_Ż¼▒Ē├„ļŖ┤┼ĶFĮėė|×ķ┤¾Ū“Ż¼[12] 0.02│Żķ_ė|³cöÓķ_Ż¼[12] 0.02│Żķ]ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXTW0. 05Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 05▓Į│╠ą“Ż¼ķ_╩╝ūź┤¾Ū“┐žųŲ│╠ą“ĪŻ
ó┘ąĪŪ“ūź╚Ī┐žųŲŻ©W0. 02Ī½W0. 04▓Į│╠ą“Ż®ĪŻW0. 02▓Į│╠ą“▒╗åóäė║¾Ī·[24] P_Onė|³cķ]║ŽĪ·100.05ŠĆ╚”▒╗ų├╬╗Ż¼═©▀^KM5╩╣ļŖ┤┼ĶF═©ļŖūźūĪąĪŪ“Ż¼═¼ĢrČ©ĢrŲ„T0001ķ_╩╝1sėŗĢrĪ·1s║¾Ż¼[24] T0001│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0. 03Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 03▓Į│╠ą“Ī·[30] P_Onė|³cķ]║ŽĪ·100. 01ŠĆ╚”Ą├ļŖŻ¼═©▀^KM1╩╣ļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶF╔Ž╔²Ī·«ö(d©Īng)ļŖ┤┼ĶF╔Ž╔²ĄĮ╬╗║¾Ż¼╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)QS3ķ]║ŽŻ¼[30] 0.03│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0. 04Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 04▓Į│╠ą“Ī·[35] P_Onė|³cķ]║ŽĪ·100. 04ŠĆ╚”Ą├ļŖŻ¼═©▀^KM4╩╣ļŖäėÖCM1“ī(q©▒)äėÖCąĄ╩ų▒█ėęęŲĪ·«ö(d©Īng)ÖCąĄ╩ų▒█ęŲĄĮąĪŪ“Žõ╔ŽĘĮĢrŻ¼ąĪŪ“ŽõČ©╬╗ķ_ĻP(gu©Īn)SQ4ķ]║ŽĪ·[35]0.04│Żķ]ė|³cöÓķ_Ż¼100.04ŠĆ╚”╩¦ļŖŻ¼ÖCąĄ╩ų▒█═Żų╣ęŲäėŻ¼═¼Ģr[35]0.04│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0.08Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 08▓Į│╠ą“Ż¼ķ_╩╝Ę┼Ū“┐žųŲĪŻ
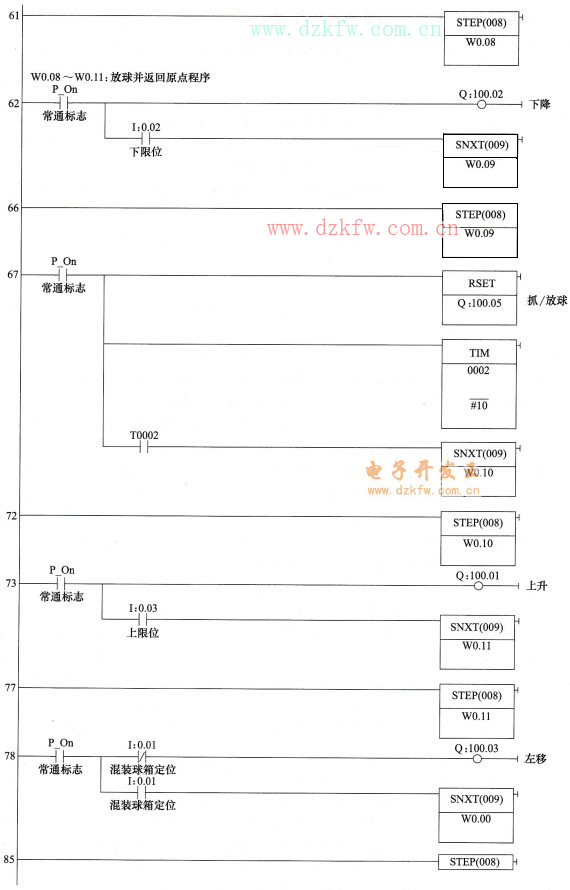
ó┌Ę┼Ū“▓óĘĄ╗ž┐žųŲŻ©W0. 08Ī½W0. 11▓Į│╠ą“Ż®ĪŻW0. 08▓Į│╠ą“åóäė║¾Ī·[62] P_Onė|³cķ]║ŽŻ¼100. 02ŠĆ╚”Ą├ļŖŻ¼═©▀^KM2╩╣ļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶFŽ┬ĮĄŻ¼«ö(d©Īng)Ž┬ĮĄĄĮ╬╗║¾Ż¼Ž┬Ž▐╬╗ķ_ĻP(gu©Īn)SQ2ķ]║ŽĪ·[62]0.02│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0.09Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 09▓Į│╠ą“Ī·[67] P_Onė|³cķ]║ŽĪ·100.05ŠĆ╚”▒╗Å═(f©┤)╬╗Ż¼ļŖ┤┼ĶF╩¦ļŖŻ¼īóŪ“Ę┼╚ļŪ“ŽõŻ¼┼c┤╦═¼ĢrŻ¼Č©ĢrŲ„T0002ķ_╩╝1sėŗĢrĪ·1s║¾Ż¼[67] T0002│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0. 10Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 10▓Į│╠ą“Ī·[73] P_Onė|³cķ]║ŽŻ¼100. 01ŠĆ╚”Ą├ļŖŻ¼═©▀^KM1╩╣ļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶF╔Ž╔²Ī·«ö(d©Īng)ļŖ┤┼ĶF╔Ž╔²ĄĮ╬╗║¾Ż¼╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)SQ3ķ]║ŽŻ¼[73] 0. 03│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0. 11Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 11▓Į│╠ą“Ī·[78] P_Onė|³cķ]║ŽŻ¼100. 03ŠĆ╚”Ą├ļŖŻ¼═©▀^KM3╩╣ļŖäėÖCM1“ī(q©▒)äėÖCąĄ╩ų▒█ū¾ęŲĪ·«ö(d©Īng)ÖCąĄ╩ų▒█ęŲĄĮ╗ņčbŪ“Žõ╔ŽĘĮĢrŻ¼╗ņčbŪ“ŽõČ©╬╗ķ_ĻP(gu©Īn)SQ1ķ]║ŽĪ·[78]0.01│Żķ]ė|³cöÓķ_Ż¼100. 03ŠĆ╚”╩¦ļŖŻ¼ļŖäėÖCM1═Ż▐D(zhu©Żn)Ż¼ÖCąĄ╩ų▒█═Żų╣ęŲäėŻ¼┼c┤╦═¼ĢrŻ¼[78]0.01│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXTW0. 00Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 00▓Į│╠ą“Ī·[8]P_Onė|³cķ]║ŽŻ¼╚¶░┤Ž┬åóäė░┤ŌoSB1Ż¼ätķ_╩╝Ž┬ę╗┤╬ūźŪ“▀^│╠ĪŻ
ó█┤¾Ū“ūź╚Ī▀^│╠Ż©W0. 05Ī½W0. 07▓Į│╠ą“Ż®ĪŻW0. 05▓Į│╠ą“åóäė║¾Ī·[43] P_Onė|³cķ]║ŽŻ¼100. 05ŠĆ╚”▒╗ų├╬╗Ż¼═©▀^KM5╩╣ļŖ┤┼ĶF═©ļŖūź╚Ī┤¾Ū“Ż¼═¼ĢrČ©ĢrŲ„T0001ķ_╩╝1sėŗĢrĪ·1s║¾Ż¼[43] T0001│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0. 06Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 06▓Į│╠ą“Ī·[49] P_Onė|³cķ]║ŽŻ¼100. 01ŠĆ╚”Ą├ļŖŻ¼═©▀^KM1╩╣ļŖäėÖCM2“ī(q©▒)äėļŖ┤┼ĶF╔Ž╔²Ī·«ö(d©Īng)ļŖ┤┼ĶF╔Ž╔²ĄĮ╬╗║¾Ż¼╔ŽŽ▐╬╗ķ_ĻP(gu©Īn)SQ3ķ]║ŽŻ¼[49]0.03│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXTW0. 07Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 07▓Į│╠ą“Ī·[54]P_Onė|³cķ]║ŽŻ¼100. 04ŠĆ╚”Ą├ļŖŻ¼═©▀^KM4╩╣ļŖäėÖCM1“ī(q©▒)äėÖCąĄ╩ų▒█ėęęŲĪ·«ö(d©Īng)ÖCąĄ╩ų▒█ęŲĄĮ┤¾Ū“Žõ╔ŽĘĮĢrŻ¼┤¾Ū“ŽõČ©╬╗ķ_ĻP(gu©Īn)SQ5ķ]║ŽĪ·[54]0.05│Żķ]ė|³cöÓķ_Ż¼100. 04ŠĆ╚”╩¦ļŖŻ¼ÖCąĄ╩ų▒█═Żų╣ėęęŲŻ¼═¼Ģr[54]0. 05│Żķ_ė|³cķ]║ŽŻ¼ł╠(zh©¬)ąąĪ░SNXT W0.08Ī▒ųĖ┴ŅŻ¼▐D(zhu©Żn)ęŲåóäėW0. 08▓Į│╠ą“Ż¼ķ_╩╝Ę┼Ū“▀^│╠ĪŻ
┤¾Ū“Ą─Ę┼Ū“┼cĘĄ╗ž┐žųŲ▀^│╠┼cąĪŪ“═Ļ╚½ę╗śėŻ¼▓╗į┘öó╩÷ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū