
įO(sh©©)éõ╩ŠęŌłD
ļŖÜŌįŁ└ĒłD
▌ö╚ļ▌ö│÷Č╦ūė╣”─▄
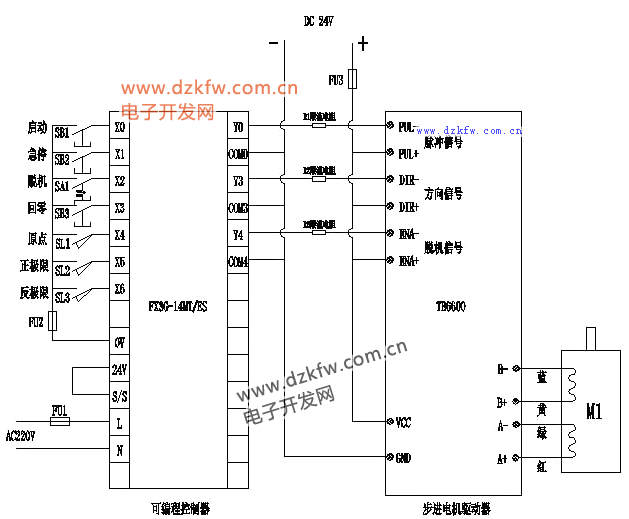
X0 åóäė(d©░ng)
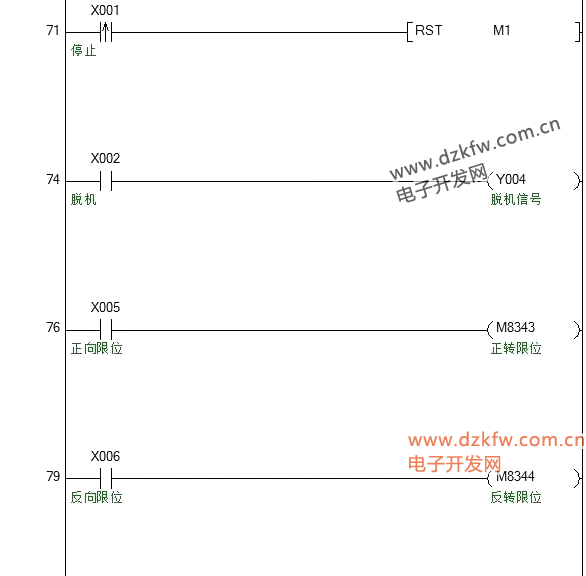
X1 ╝▒═Ż
X2 ├ōÖC(j©®)▀\(y©┤n)ąą
X3 ╗ž┴Ń
X4 įŁ³c(di©Żn)Ž▐╬╗
X5 š²▐D(zhu©Żn)Ž▐╬╗
X6 Ę┤▐D(zhu©Żn)Ž▐╬╗
Y0 ├}ø_▌ö│÷Č╦ūė
Y3 ĘĮŽ“Č╦ūė
Y4 ├ōÖC(j©®)Č╦ūė
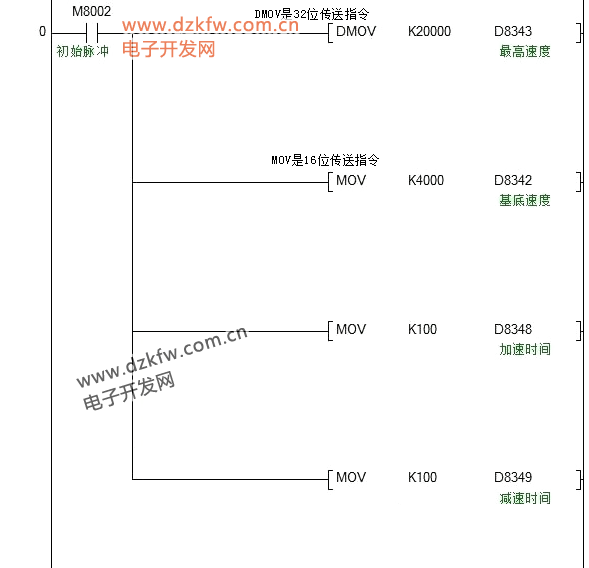
ęčų¬Śl╝■
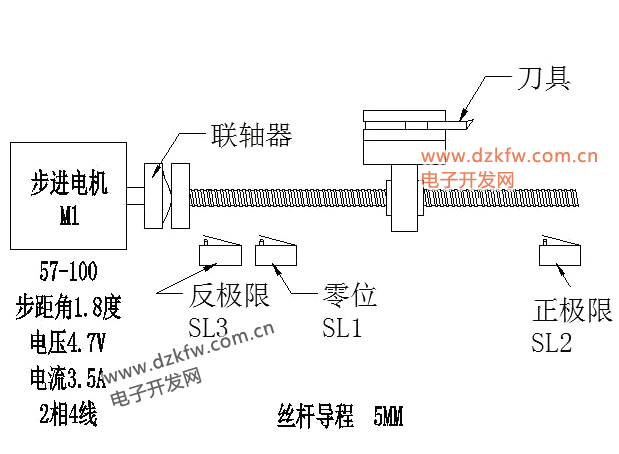
▓Į▀M(j©¼n)ļŖÖC(j©®)▓ĮŠÓĮŪ1.8Č╚Ż¼2ŽÓ4ŠĆŻ¼ļŖē║4.7VŻ¼ļŖ┴„3.5AĪŻĮzŚUī¦(d©Żo)│╠5MMĪŻ▓Į▀M(j©¼n)ļŖÖC(j©®)“ī(q©▒)äė(d©░ng)Ų„ą═╠¢(h©żo)×ķTB6600 32╝Ü(x©¼)Ęų ļŖ┴„3.5AĪŻ
│╠ą“ę¬Ū¾
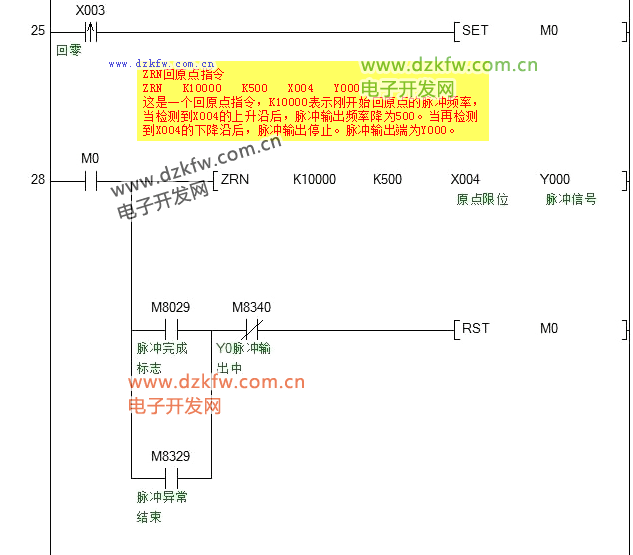
╩ūŽ╚åóäė(d©░ng)įO(sh©©)éõĢr(sh©¬)Ż¼░┤äė(d©░ng)Ī░įŁ³c(di©Żn)╗žÜwĪ▒░┤ŌoīóĄČŠ▀Üw×ķ┴Ń╬╗Ż¼░┤äė(d©░ng)Ī░åóäė(d©░ng)Ī▒░┤ŌoŻ¼īóĄČŠ▀Č©╬╗ĄĮę╗éĆ(g©©)┐╔ęį═©▀^ė|├■Ų┴įO(sh©©)Č©ŠÓļxĄ─┐╔ūā╬╗ų├Ż¼┤╦ĄČŠ▀ėąš²Ž“╝░Ę┤Ž“śOŽ▐Ž▐╬╗╣”─▄ĪŻ
▓Į▀M(j©¼n)ļŖÖC(j©®)ķ_ĻP(gu©Īn)įO(sh©©)ų├
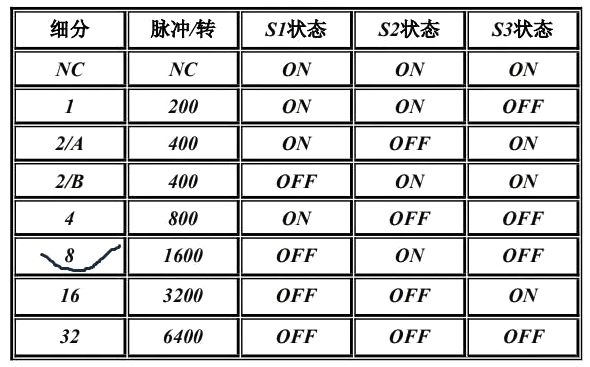
īó╝Ü(x©¼)ĘųįO(sh©©)Č©×ķ8Ż¼ī”(du©¼)æ¬(y©®ng)ķ_ĻP(gu©Īn)S1ĻP(gu©Īn)ķ]Ż¼S2┤“ķ_Ż¼S3ĻP(gu©Īn)ķ]
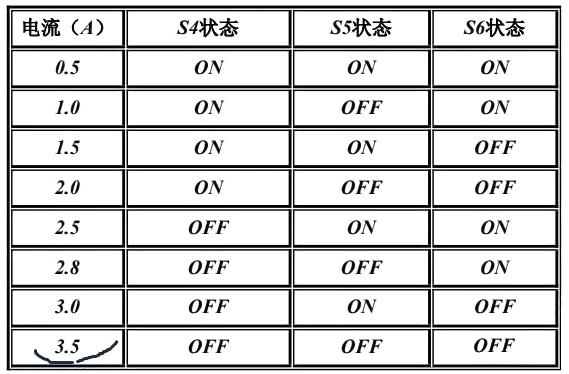
ļŖ┴„įO(sh©©)Č©×ķ3.5AŻ¼ī”(du©¼)æ¬(y©®ng)ķ_ĻP(gu©Īn)S4ĻP(gu©Īn)ķ]Ż¼S5ĻP(gu©Īn)ķ]Ż¼S6ĻP(gu©Īn)ķ]ĪŻ
│╠ą“?q©▒)Ź└?/H1>
ģóöĄ(sh©┤)įO(sh©©)Č©
╗žįŁ³c(di©Żn)│╠ą“
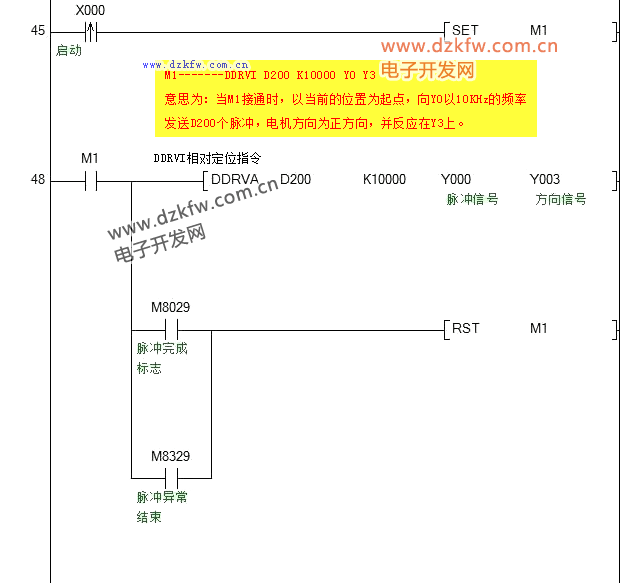
D200öĄ(sh©┤)ųĄė╔ė|├■Ų┴ōQ╦ŃŠÓļx║¾įO(sh©©)Č©Ż¼D200öĄ(sh©┤)ųĄ=Ż©ęŲäė(d©░ng)ŠÓļx/5Ż®X1600
Į^ī”(du©¼)╬╗ų├Č©╬╗
═Żų╣╝░Ž▐╬╗│╠ą“
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū