
plc▌ö╚ļĢr╦∙ąĶĄ─öĄ(sh©┤)
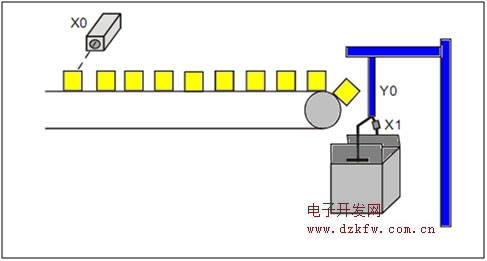
X0 ©C ė├ė┌ėŗöĄ(sh©┤)«a(ch©Żn)ŲĘĄ─╣ŌļŖé„ĖąŲ„ĪŻį┌Öz£y«a(ch©Żn)ŲĘĢrŻ¼ X0=ONĪŻ
X1 ©C ÖCąĄ╩ųäėū„═Ļ│╔é„ĖąŲ„ĪŻ į┌═Ļ│╔╠Ņ╚¹Ż¼X1=ON ,ĪŻ
PLC▌ö│÷╦∙ąĶĄ─öĄ(sh©┤)
Y0 ©C ÖCąĄ╩ų
PLCėŗöĄ(sh©┤)Ų„╦∙ąĶĄ─öĄ(sh©┤)
C0 ©C ėŗöĄ(sh©┤)Ų„Ż║16╬╗╔ŽöĄ(sh©┤)Ż©═©ė├Ż®
plcŠÄ│╠╠▌ą╬łD
PLCŠÄ│╠╠▌ą╬łD├Ķ╩÷
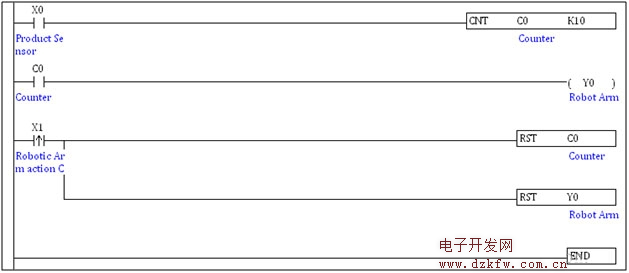
«ö╣ŌļŖé„ĖąŲ„Öz£yĄĮ«a(ch©Żn)ŲĘŻ¼X0 Å─ĻP(gu©Īn)ķ]ūā│╔┤“ķ_ĪŻC0ū„ę╗┤╬ėŗöĄ(sh©┤)Ż¼«öC0▀_ĄĮ10Ż¼│Żķ_ė|³cC0ĻP(gu©Īn)ķ]Ż¼Y0=ON,ÖCąĄ╩ųķ_╩╝╩š╩░«a(ch©Żn)ŲĘĪŻ
«ö═Ļ│╔░³čbŻ¼Öz£yÖCąĄ╩ųĄ─é„ĖąŲ„åóäėŻ¼X1Å─ĻP(gu©Īn)ķ]ūā?y©Łu)ķ┤“ķ_Ż¼RSTųĖ┴Ņł╠(zh©¬)ąąŻ¼Y0,C0ųžų├Ż¼£╩éõŽ┬┤╬ėŗöĄ(sh©┤)ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū