
ę²╗Ī
ę²╗Ī╝┤«a╔·ļŖ╗ĪĪŻ║ĖŚlļŖ╗Ī║Ė▓╔ė├Ą═ļŖē║┤¾ļŖ┴„Ę┼ļŖ«a╔·ļŖ╗ĪŻ¼ę²╗Ī╩Ūę└┐┐ļŖ║ĖŚl╦▓ĢrĮėė|╣ż╝■╝┤║ĖŚlČ╦▓┐┼c║Ė╝■▒Ē├µĮėė|ą╬│╔Č╠┬ĘīŹ¼FĄ─ĪŻę²╗ĪĄ─ĘĮĘ©ėąā╔ĘN:┼÷ō¶Ę©║═▓┴äØĘ©,╚ńłD4-1╦∙╩ŠĪŻ
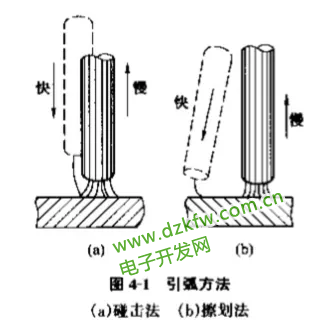
(ę╗)┼÷ō¶Ę©
┼÷ō¶Ę©╝┤īó║ĖŚl┼c╣ż╝■▒Ż│ųę╗Č©ŠÓļx,╚╗║¾┤╣ų▒┬õŽ┬,╩╣ų«▌p▌pŪ├ō¶╣ż╝■,░l╔·Č╠┬Ę,į┘čĖ╦┘īó║ĖŚl╠ßŲĪó«a╔·ļŖ╗ĪĄ─ę²╗ĪĘĮĘ©ĪŻ┼÷ō¶Ę©ę²╗ĪĢr,ę¬īó║ĖŚl─®Č╦ī”£╩┤²║Ė╠ÄŻ¼▌p▌pŪ├ō¶║¾īó║ĖŚl╠ßŲ,╩╣╗ĪķL×ķ0.5~1▒ČĄ─║ĖŚlų▒ÅĮ,╚╗║¾ķ_╩╝š²│Ż║ĖĮėĪŻ
┼÷ō¶Ę©Ą─╠ž³c╩Ū:ę²╗Ī³c╝┤║Ė┐pĄ─Ų³c,Å─Č°▒▄├Ō─Ė▓─▒Ē├µ▒╗║ĖŚläØé¹ĪŻ
┼÷ō¶Ę©ų„ę¬ė├ė┌▒Ī░ÕĄ─Č©╬╗╝░║ĖĮėĪó▓╗õPõō░ÕĄ─║ĖĮėĪóĶTĶFĄ─║ĖĮė║═¬MąĪ╣żū„▒Ē├µĄ─║ĖĮėĪŻĄ½┼÷ō¶Ę©ī”ė┌│§īWš▀▌^ļyšŲ╬š,║ĖŚl╠ßŲäėū„╠½┐ņ▓óŪę▀^Ė▀,ļŖ╗ĪęūŽ©£ń;äėū„╠½┬²,Ģ■╩╣║ĖŚlš│į┌╣ż╝■╔Ž,«ö║ĖŚlę╗Ą®š│į┌╣ż╝■╔ŽĢr,æ¬čĖ╦┘īó║ĖŚlū¾ėęö[äė,╩╣ų«Ęųļx,╚¶╚į▓╗─▄ĘųļxĢr,æ¬┴ó╝┤╦╔Äį║ĖŃQ▓óŪąöÓļŖį┤,ęįĘ└Č╠┬ĘĢrķg▀^ķLČ°ōpē─ļŖ║ĖÖCĪŻ┼÷ō¶Ę©▀mė├ė┌╚½╬╗ų├║ĖĮėĪŻ
(Č■)▓┴äØĘ©
▓┴äØĘ©ę▓ĘQŠĆĮėė|Ę©╗“ĘQ─”▓┴Ę©ĪŻ▓┴äØĘ©╩Ūīó║ĖŚl─®Č╦į┌Ų┬┐┌╔Ž╗¼äė,│╔ę╗ŚlŠĆ,«ö║ĖŚlČ╦▓┐Įėė|Ģr░l╔·Č╠┬Ę.ę“Įėė|├µ║▄ąĪ,£žČ╚╝▒äĪ╔Ž╔²,į┌╚█╗»Ū░,īó║ĖŚl╠ßŲ,«a╔·ļŖ╗ĪĄ─ę²╗ĪĘĮĘ©ĪŻ
▓┴äØĘ©ę²╗ĪĢr,║ĖŚl─®Č╦æ¬ī”£╩┤²║Ė╠Ä,╚╗║¾ė├╩ų═¾┼ż▐D,╩╣║ĖŚlį┌║Ė╝■.╔Ž▌p╬óäØäė,äØäėķLČ╚ę╗░Ńį┌20~25mm,«öļŖ╗Īę²╚╝║¾Ą─╦▓ķg,╩╣╗ĪķL×ķ0.5~1▒ČĄ─║ĖŚlų▒ÅĮ,▓óčĖ╦┘īó║ĖŚlČ╦▓┐ęŲų┴┤²║Ė╠Ä,╔įū„ÖMŽ“ö[äė╝┤┐╔ĪŻ
▓┴äØĘ©Ą─╠ž³c╩Ū;│§īWš▀╚▌ęūšŲ╬š,Ą½╚ń╣¹šŲ╬š▓╗«ö,╚▌ęūōpē─║Ė╝■▒Ē├µ,įņ│╔║Ė╝■▒Ē├µļŖ╗ĪäØé¹ĪŻ▓┴äØĘ©▓╗▀mė┌į┌¬MąĪĄ─╣żū„├µ╔Žę²╗Ī,ų„ę¬ė├ė┌╠╝õō║ĖĮėĪó║±░Õ║ĖĮė,ČÓīė║Ė║ĖĮėĄ─ę²╗ĪĪŻ
(╚²)ę²╗Ī╝╝ągę¬Ū¾
į┌ę²╣┬╠Ä,ė╔ė┌õō░Õ£žČ╚▌^Ą═,║ĖŚl╦ÄŲż▀Ćø]ėą│õĘų░lō]ū„ė├,Ģ■╩╣ę²╗Ī³c╠Ä║Ė┐p▌^Ė▀,╚█╔Ņ▌^ąĪ,ęū«a┼ŻÜŌ┐ū,╦∙ęįį┌║Ė┐pŲ╩╝³c║¾10mm╠Äę²╗ĪŻ¼╚ńłD4-2╦∙╩ŠĪŻę²╚╝ļŖ╗Ī║¾└ŁķLļŖ╗Ī,▓óčĖ╦┘īóļŖ╗ĪęŲų┴║Ė┐pŲ³c▀MąąŅA¤ßĪŻ
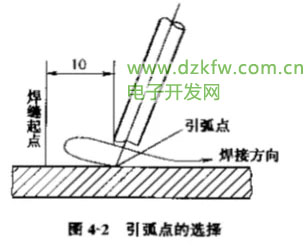
ŅA¤ß║¾īóļŖ╗Īē║Č╠Ż¼╦ßąį║ĖŚlĄ─╗ĪķLĄ╚ė┌║ĖŚlų▒ÅĮ,ēAąį║ĖŚl╗ĪķLæ¬×ķ║ĖŚlų▒ÅĮĄ─0.5▒Čū¾ėę,▀Mąąš²│Ż║ĖĮėĪŻ▓╔ė├▀@ĘNĘĮĘ©ę²╗Ī,╝┤╩╣į┌ę²╗Ī╠Ä«a╔·ÜŌ┐ū,ę▓─▄į┌ļŖ╗ĪĄ┌Č■┤╬Įø▀^Ģr,īó▀@▓┐ĘųĮī┘ųžą┬╚█╗»,╩╣ÜŌ┐ūŽ¹│²,▓ó▓╗Ģ■┴¶Ž┬ę²╗Īé¹║█ĪŻ
×ķ┴╦▒ŻūC║Ė┐pŲ³c╠Ä─▄ē“║Ė═Ė║ĖŚl┐╔ū„▀m«öö[äė,▓óį┌Ų┬┐┌Ė∙▓┐ā╔é╚╔į╝ė═ŻŅD,ęįą╬│╔ę╗Č©┤¾ąĪĄ─╚█│žĪŻ
ę²╗Īī”║ĖĮė┘|┴┐ėąę╗Č©Ą─ė░Ēæ,═∙═∙ė╔ė┌ę²╗Ī▓╗«öČ°įņ│╔╩╝║Ė╠ÄĄ─╚▒Ž▌ĪŻį┌ę²╗ĪĢræ¬ØMūŃęįŽ┬╝╝ągę¬Ū¾:
(1)╣ż╝■Ų┬┐┌╠Ĥoė═╬█ĪóõP░▀,ęį├Ōė░Ēæī¦ļŖ─▄┴”║═Ę└ų╣╚█│ž«a╔·č§╗»╬’ĪŻ
(2)ę²╗Īį┌║ĖŚl─®Č╦┼c║Ė╝■Įėė|Ģr,║ĖŚl╠ßŲĢrķgę¬▀m«öĪŻ╠½┐ņŻ¼ÜŌ¾w╬┤ļŖļx,ļŖ╗Ī┐╔─▄Ž©£ń;╠½┬²,ät╩╣║ĖŚl║═╣ż╝■š│║Žį┌ę╗Ų,¤oĘ©ę²╚╝ļŖ╗ĪĪŻ
(3)║ĖŚlČ╦▓┐ę¬ėą┐├┬Č▓┐Ęų,ęį▒Ńę²╗ĪĪŻ╚¶║ĖŚlČ╦▓┐┬Ń┬Č▓╗Š∙,ätæ¬į┌╩╣ė├Ū░ė├õSĄČ╝ė╣ż,Ę└ų╣į┌ę²╗ĪĢr,┼÷ō¶▀^├═╩╣╦ÄŲż│╔ēK├ō┬õ,ę²ŲļŖ╗ĪŲ½┤Ą║═ę²╗Ī╦▓ķg▒Żūo▓╗┴╝ĪŻ
(4Ż®╣Łę²╗Ī╬╗ų├æ¬▀xō█▀m«ö,ķ_╩╝ę²╗Ī╗“ę“║ĖĮėųąöÓųžą┬ę²╗Ī,ę╗░ŃŠ∙æ¬į┌ļx╩╝║Ė³c║¾├µ10~20mm╠Äę²╗Ī,╚╗║¾ęŲų┴╩╝║Ė³c,┤²╚█│ž╚█═Ėį┘└^└męŲäė║ĖŚl,ęįŽ¹│²┐╔─▄«a╔·Ą─ę²╗Ī╚▒Ž▌ĪŻ
▀\Śl╩Ūš¹éĆ║ĖĮė▀^│╠ųąūŅųžę¬Ą─Łh╣ØŻ¼╦³ų▒Įėė░Ēæ┐pĄ─═Ō▒Ē│╔ą╬║═ā╚į┌┘|┴┐ĪŻļŖ╗Īę²╚╝║¾Ż¼ę╗░ŃŪķørŽ┬║ĖŚlėą╚²éĆ╗∙▒Š▀\äėŻ║│»╚█│žĘĮŽ“ųØu╦═▀MŻ╗čž║ĖĮėĘĮŽ“ųØuęŲäėŻ╗ÖMŽ“ö[äėĪŻ
▀\Śl╗∙▒Šäėū„▓╗─▄ÖCąĄĄžĘųķ_Ż¼Č°æ¬╚┌║Žį┌ę╗ŲĪŻ¼FĮķĮBÄūĘN│Żė├Ą─▀\ŚlĘĮĘ©╝░▀mė├ĘČć·ĪŻ
1.ų▒ŠĆą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl▓╗ū÷ÖMŽ“ö[äėŻ¼čž║ĖĮėĘĮŽ“ū÷ų▒ŠĆęŲäėŻ¼│Żė├ė┌Ią╬Ų┬┐┌Ą─ī”ĮėŲĮ║ĖŻ¼ČÓīė║ĖĄ─Ą┌ę╗īė║Ė╗“ČÓīėČÓĄ└║ĖĪŻ
2.ų▒ŠĆ═∙Å═▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl─®Č╦čž║Ė┐pĄ─┐vŽ“ū÷üĒ╗žö[äėŻ¼╦³Ą─╠ž³c╩Ū║ĖĮė╦┘Č╚┐ņŻ¼║Ė┐pšŁŻ¼╔ó¤ß┐ņĪŻ▀mė├ė┌▒Ī░Õ║═ĮėŅ^ķgŽČ▌^┤¾Ą─ČÓīė║ĖĄ─Ą┌ę╗īė║ĖĪŻ
3.õŲXą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl─®Č╦ū÷õŲXą╬▀B└mö[äė╝░Ž“Ū░ęŲäėŻ¼▓óį┌ā╔▀ģ╔į═ŻŲ¼┐╠Ż¼ö[äėĄ──┐Ą─╩Ū×ķ┴╦┐žųŲ╚█╗»Įī┘Ą─┴„äė║═Ą├ĄĮ▒žę¬Ą─║Ė┐pīÆČ╚Ż¼ęį½@Ą├▌^║├Ą─║Ė┐p│╔ą╬ĪŻ▀@ĘN▀\ŚlĘĮĘ©į┌╔·«aųąæ¬ė├▌^ÅVŻ¼ČÓė├ė┌║±õō░ÕĄ─║ĖĮėŻ¼ŲĮ║ĖĪóč÷║ĖĪó┴ó║ĖĄ─ī”ĮėĮėŅ^║═┴ó║ĖĄ─ĮŪĮėĮėŅ^ĪŻ
4.į┬č└ą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚlĄ──®Č╦čžų°║ĖĮėĘĮŽ“ū÷į┬č└ą╬Ą─ū¾ėęö[äėŻ¼ö[äėĄ─╦┘Č╚ę¬Ė∙ō■║Ė┐pĄ─╬╗ų├ĪóĮėŅ^ą╬╩ĮĪó║Ė┐pīÆČ╚║═║ĖĮėļŖ┴„ųĄüĒøQČ©ĪŻ═¼ĢrąĶį┌ĮėŅ^ā╔▀ģū÷Ų¼┐╠Ą─═Ż┴¶Ż¼▀@╩Ū×ķ┴╦╩╣║Ė┐p▀ģŠēėąūŃē“Ą─╚█╔ŅŻ¼Ę└ų╣ę¦▀ģĪŻ▀@ĘN▀\ŚlĘĮĘ©Ą─ā׳c╩ŪĮī┘╚█╗»┴╝║├Ż¼ėą▌^ķLĄ─▒Ż£žĢrķgŻ¼ÜŌ¾w╚▌ęū╬÷│÷Ż¼╚█į³ę▓ęūė┌ĖĪĄĮ║Ė┐p▒Ē├µ╔ŽüĒŻ¼║Ė┐p┘|┴┐▌^Ė▀Ż¼Ą½║Ė│÷üĒĄ─║Ė┐pėÓĖ▀▌^Ė▀ĪŻ▀@ĘN▀\ŚlĘĮĘ©Ą─æ¬ė├ĘČć·║═õŲXą╬▀\ŚlĘ©╗∙▒ŠŽÓ═¼ĪŻ
5.╚²ĮŪą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl─®Č╦ū÷▀B└mĄ─╚²ĮŪą╬▀\äėŻ¼▓ó▓╗öÓŽ“Ū░ęŲäėŻ¼░┤ššö[äėą╬╩ĮĄ─▓╗═¼Ż¼┐╔Ęų×ķą▒╚²ĮŪą╬║═š²╚²ĮŪą╬ā╔ĘNŻ¼ą▒╚²ĮŪą╬▀\ŚlĘ©▀mė├ė┌║ĖĮėŲĮĪóč÷╬╗ų├Ą─Tą╬ĮėŅ^║Ė┐p║═ėąŲ┬┐┌Ą─ÖM║Ė┐pŻ¼Ųõā׳c╩Ū─▄ē“ĮĶ║ĖŚlĄ─ö[äėüĒ┐žųŲ╚█╗»Įī┘Ż¼┤┘╩╣║Ė┐p│╔ą╬┴╝║├ĪŻš²╚²ĮŪą╬▀\ŚlĘ©ų╗▀mė├ė┌ķ_Ų┬┐┌Ą─ī”ĮėĮėŅ^║═Tą╬ĮėŅ^║Ė┐pĄ─┴ó║ĖŻ¼╠ž³c╩Ū─▄ę╗┤╬║Ė│÷▌^║±Ą─║Ė┐pöÓ├µŻ¼║Ė┐p▓╗ęū«a╔·ŖAį³Ą╚╚▒Ž▌Ż¼ėą└¹ė┌╠ßĖ▀╔·«aą¦┬╩ĪŻ▀@ā╔ĘN▀\ŚlĘĮĘ©æ¬Ė∙ō■║Ė┐pĄ─Š▀¾wŪķørČ°Č©Ż¼▓╗▀^┴ó║ĖĢrį┌╚²ĮŪą╬š█ĮŪ╠ÄĒÜ╔įū÷═Ż┴¶Ż¼ą▒╚²ĮŪą╬▐DĮŪ▓┐ĘųĄ─▀\Śl╦┘Č╚ę¬┬²ą®ĪŻ
6.łA╚”ą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl─®Č╦▀B└mū÷š²łA╚”╗“ą▒łA╚”ą╬▀\äėŻ¼▓ó▓╗öÓŪ░ęŲŻ¼š²łA╚”ą╬▀\ŚlĘ©▀mė├ė┌║ĖĮė▌^║±║Ė╝■Ą─ŲĮ║Ė┐pŻ¼Ųõā׳c╩Ū╚█│ž┤µį┌ķgķLŻ¼╚█│žĮī┘£žČ╚Ė▀Ż¼ėą└¹ė┌╚▄ĮŌį┌╚█│žųąĄ─č§Ī󥬥╚ÜŌ¾wĄ─╬÷│÷Ż¼▒Ńė┌╚█į³╔ŽĖĪĪŻą▒łA╚”ą╬▀\ŚlĘ©▀mė├ė┌ŲĮĪóč÷╬╗ų├Tą╬ĮėŅ^║Ė┐p║═ī”ĮėĮėŅ^Ą─ÖM║Ė┐pŻ¼Ųõā׳c╩Ū└¹ė┌┐žųŲ╚█╗»Įī┘▓╗╩▄┴”ė░ĒæČ°«a╔·Ž┬╠╩¼FŽ¾Ż¼ėą└¹ė┌║Ė┐p│╔ą╬ĪŻ
7.░╦ūųą╬▀\ŚlĘ©Ż║▓╔ė├▀@ĘN▀\ŚlĘĮĘ©║ĖĮėĢrŻ¼║ĖŚl─®Č╦▀Bū÷░╦ūųą╬▀\äėŻ¼▓ó▓╗öÓŪ░ęŲŻ¼▀@ĘN▀\ŚlĘĮĘ©Ą─³c╩Ū─▄▒ŻūC║Ė┐p▀ģŠēĄ├ĄĮ│õĘų╝ė¤ßŻ¼╚█╗»Š∙ä“Ż¼▒ŻūC║Ė═ĖŻ¼╦³▀mė├ė┌║±░ÕėąŲ┬┐┌Ą─ī”Įė║Ė┐pŻ¼╚ń║Ėā╔éĆ║±Č╚▓╗═¼Ą─║Ė╝■ĢrŻ¼║ĖŚlæ¬į┌║±Č╚┤¾Ą─ę╗é╚ČÓ═Ż┴¶ę╗Ģ■Ż¼ęį▒ŻūC╝ė¤ßŠ∙ä“Ż¼▓ó│õĘų╚█╗»Ż¼╩╣║Ė┐p│╔ą╬┴╝║├ĪŻ

Č■Īó╩š╗Ī
(ę╗)╩š╗Ī╝╝ągę¬Ū¾
«öę╗Śl║Ė┐pį┌║ĖĮėĮY╩°Ģr,▓╔ė├š²┤_Ą─ųąöÓļŖ╗ĪĄ─ĘĮĘ©ĘQ×ķ╩š╗ĪĪŻ╚ń╣¹║Ė┐p╩š╬▓Ģr▓╔ė├┴ó╝┤└ŁöÓļŖ╗ĪĄ─ĘĮĘ©,ätĢ■ą╬│╔Ą═ė┌║Ė╝■▒Ē├µĄ─╗Ī┐ė,╚▌ęū«a╔·æ¬┴”╝»ųą║═£p╚§ĮėŅ^ÅŖČ╚,ī¦ų┬«a╔·╗Ī┐ė┴č╝yĪó╩Ķ╦╔ĪóÜŌ┐ūĪóŖAį³Ą╚¼FŽ¾ĪŻę“┤╦║Ė┐p═Ļ│╔ĢrĄ─╩š╬▓äėū„▓╗āH╩ŪŽ©£ńļŖ╗Ī,Č°Ūęę¬╠ŅØM╗Ī┐ėĪŻ
(Č■)╩š╗ĪĘĮĘ©
║ĖŚlļŖ╗Ī║Ė│Żė├Ą─╩š╗ĪĘĮĘ©ėąęįŽ┬ÄūĘN:
1ĪóäØ╚”╩š╗ĪĘ©äØ╚”╩š╗ĪĘ©Ż¼ «ö║ĖŚlęŲų┴║Ė┐pĮK³cĢrŻ¼ū„łA╚”▀\äėŻ¼ų▒ĄĮ╠ŅØM╗Ī┐ėį┘└ŁöÓļŖ╗ĪĪŻ▀@ĘN╩š╗ĪĘĮĘ©ų„ę¬▀mė├ė┌║±░Õ║Ė╝■ĪŻ2ĪóĘ┤Å═öÓ╗Ī╩š╗ĪĘ©╩š╗ĪĢrŻ¼║ĖŚlį┌╗Ī┐ė╠ÄĘ┤Å═Žó╗ĪĪóę²╗ĪöĄ┤╬Ż¼ų▒ĄĮ╠ŅØM╗Ī┐ė×ķų╣ĪŻ┤╦Ę©ę╗░Ń▀mė├ė┌▒Ī░Õ║═┤¾ļŖ┴„║ĖĮėŻ¼Ą½ēAąį║ĖŚl▓╗ę╦▓╔ė├Ż¼ę“×ķ▀@ĘN╩š╗ĪĘĮĘ©ęū«a╔·ÜŌ┐ūĪŻ
3.╗ž║Ė╩š╬▓Ę©«ö║ĖŚlęŲ ų┴║Ė┐p╩š╬▓╠Ä┴ó╝┤═Żų╣,▓óĖ─ūā║ĖŚlĮŪČ╚╗ž║Ėę╗ąĪČ╬ĪŻ┤╦Ę©▀mė├ė┌ēAąį║ĖŚlĪŻ
«öōQ║ĖŚl╗“┼RĢr═Ż╗ĪĢr,æ¬īóļŖ╗ĪųØuę²Ž“Ų┬┐┌Ą─ą▒Ū░ĘĮ,═¼Ģr┬²┬²╠¦Ė▀║ĖŚl,╩╣╚█│žųØu┐sąĪĪŻ«öę║¾wĮī┘─²╣╠║¾,ę╗░Ń▓╗Ģ■│÷¼F╚▒Ž▌ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū