
ę╗ĪóąĪų▒ÅĮ╣▄ī”Įė╦«ŲĮ╣╠Č©┤“Ąūīė║ĖĮė╝╝ąg(sh©┤)
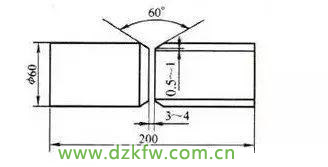
Ż©1Ż®įć╝■▓─┴Ž 20¤o┐põō╣▄ĪŻ
Ż©2Ż®įć╝■ęÄ(gu©®)Ė± 60mm x4mmŻ¼L =200mm,ęŖłD
Ż©3Ż®Ų┬┐┌│▀┤ń 60ĪŃVą╬Ų┬┐┌Ż¼Ōg▀ģ×ķ0.5-1mmĪŻ
Ż©4Ż®║ĖĮė▓─┴Ž E4303╗“E5015║ĖŚlŻ¼ų▒ÅĮ×ķ2. 5mm╗“3. 2mmĪŻ
Ż©5Ż®║ĖĮėę¬Ū¾ å╬├µ║Ėļp├µ│╔ą╬ĪŻ
Ż©6Ż®įć╝■čb┼õ
║ĖĮė╣▄Ą└Ą─┤“─ź
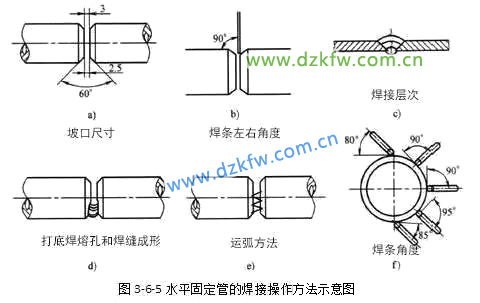
1Ż®ą▐─źŌg▀ģ×ķ1-1. 5mmŻ¼¤o├½┤╠Ż¼Õe▀ģ┴┐
Č■ĪóąĪų▒ÅĮ╣▄ī”Įė╦«ŲĮ╣╠Č©┤“Ąūīė║ĖĮė╝╝ąg(sh©┤)
(1)ę²╗Ī---▀B╗Ī║Ėę²╗Ī
ė├ēAąį║ĖŚl║ĖĮėĢrŻ¼į┌Ų╗Ī▀^│╠ųąŻ¼ė╔ė┌╚█į³╔┘ĪóļŖ╗ĪųąĄ─▒Żūo(h©┤)ÜŌ¾w╔┘Ą╚įŁę“Ż¼╩╣╚█│ž▒Żūo(h©┤)ą¦╣¹▓╗║├Ż¼║Ė┐pśO╚▌ęū│÷¼F(xi©żn)├▄╝»ÜŌ┐ūŻ¼ČÓ×ķN2ÜŌ┐ūĪŻ
×ķ┴╦Ę└ų╣▀@ŅɼF(xi©żn)Ž¾│÷¼F(xi©żn)Ż¼ēAąį║ĖŚlĄ─ę²╗ĪČÓ▓╔ė├äØ▓┴Ę©ĪŻį┌╩╝║Ė╠ÄĢrńŖ6³c╬╗ų├Ą─Ū░ĘĮ10mm╠Äę²╗Ī║¾Ż¼░čļŖ╗Ī└Łų┴╩╝║Ė╠ÄŻ¼╝┤ĢrńŖ6³c╬╗ų├▀M(j©¼n)ąąļŖ╗ĪŅA(y©┤)¤ßŻ¼«ö(d©Īng)░l(f©Ī)¼F(xi©żn)Ų┬┐┌Ė∙▓┐ėąĪ░│÷║╣Ī▒¼F(xi©żn)Ž¾ĢrŻ¼īó║ĖŚlŽ“Ų┬┐┌ķgŽČā╚(n©©i)Ēö╦═Ż¼┬ĀĄĮĪ░Ó█Ó█Ī▒┬Ģ║¾Ż¼╔į═Żę╗Ž┬Ż¼╩╣Ōg▀ģ├┐é╚(c©©)╚█╗»1-2mm▓óą╬│╔Ą┌ę╗éĆ╚█┐ūŻ¼▀@Ģrę²╗Ī╣żū„═Ļ│╔ĪŻ
ēAąį║ĖŚląĶė├ļŖ┴„▒╚═¼ų▒ÅĮĄ─╦ßąį║ĖŚlꬹĪ10%ū¾ėęĪŻ×ķ┤╦Ż¼ę²╗Ī▀^│╠ųąę¬Ū¾║Ė╣ż╩ųĘĆ(w©¦n)Īó╝╝ąg(sh©┤)Ė▀Ż¼ę²╗Ī╝░╗ž╗Īäėū„ę¬┐ņĪó£╩(zh©│n)ĪŻ
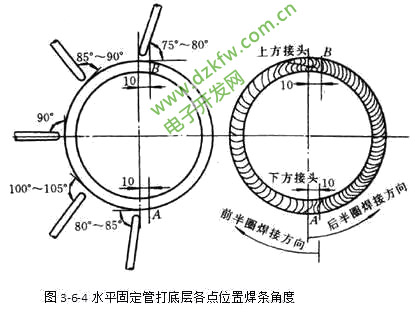
(2)öÓ╗Ī║Ėę²╗Īį┌ĢrńŖ6-5³c╬╗ų├Ż¼╝┤č÷║Ė╬╗ų├ę²╗Ī,ė├ķL╗Ī▀M(j©¼n)ąąŅA(y©┤)¤ßŻ¼«ö(d©Īng)║ĖŚlČ╦▓┐│÷¼F(xi©żn)╚█╗»ĀŅæB(t©żi)ĢrŻ¼ė├═¾┴”īó║ĖŚlČ╦▓┐Ą─Ą┌ę╗ĪóĄ┌Č■Ą╬╚█Ą╬╦”Ą¶ĪŻ┼c┤╦═¼ĢrŻ¼ė^▓ņŅA(y©┤)¤ß╠ÄėąĪ░│÷║╣Ī▒¼F(xi©żn)Ž¾ĢrŻ¼čĖ╦┘Č°£╩(zh©│n)┤_Ąžīó║ĖŚl╚█Ą╬╦═╚ļ╩╝║ĖČ╦ķgŽČŻ¼╔įū÷ę╗Ž┬ū¾ėęö[äėĄ─═¼ĢrŻ¼║ĖŚlŽ“║¾╔ŽĘĮ╔į╬ó═Ųę╗Ž┬Ż¼╚╗║¾Ž“ą▒Ž┬ĘĮĦ╗ĪĪó£ń╗ĪŻ¼Ą┌ę╗éĆ╚█│žŠ═▀@śėą╬│╔┴╦Ż¼ę²╗Ī╣żū„ĮY(ji©”)╩°ĪŻ(3)║ĖŚlĮŪČ╚1Ż®Ų║Ė³cŻ¼╝┤ĢrńŖ5-6³c╬╗Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ80-85ĪŃĪŻ2Ż®į┌ĢrńŖ7-8³c╬╗ų├×ķč÷║Ė┼└Ų┬║ĖŻ¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ100ĪŃ-105ĪŃĪŻ3Ż®į┌┴ó║Ė╬╗ų├Ż¼╝┤ĢrńŖ9³cńŖ╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ90ĪŃĪŻ4Ż®į┌┴ó╬╗┼└Ų┬║Ė╬╗ų├Ż¼╝┤ĢrńŖ10-11³c╬╗ų├╩®║Ė▀^│╠ųąŻ¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ85-90ĪŃĪŻ5Ż®į┌ŲĮ║Ė╬╗ų├Ż¼╝┤ĢrńŖ12³c╬╗ų├║ĖĮėĢrŻ¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ75-80ĪŃĪŻĖ„³c╬╗ų├║ĖŚlĮŪČ╚╚ńłD3-6-4╝░3-6-5╦∙╩ŠĪŻŪ░░ļ╚”┼c║¾░ļ╚”ŽÓī”æ¬(y©®ng)Ą─║ĖĮė╬╗ų├Ż¼║ĖŚlĮŪČ╚ŽÓ═¼ĪŻ
╚²ĪóąĪų▒ÅĮ╣▄ī”Įė╦«ŲĮ╣╠Č©╔w├µīė║ĖĮė╝╝ąg(sh©┤)
1. ŪÕ└Ē╚█į³ūą╝Ü(x©¼)ŪÕ└Ē┤“Ąūīė║Ė┐p┼cŲ┬┐┌ā╔é╚(c©©)─Ė▓─ŖAĮŪ╠ÄĄ─╚█į³Īó║Ė³c┼c║Ė³c»B╝ė╠ÄĄ─╚█į³ĪŻ2. ▀\(y©┤n)ŚlĘĮĘ©į┌ĢrńŖ5-6³c╬╗ų├Ż¼╝┤č÷║Ė╬╗ų├ę²╗Ī║¾Ż¼ķL╗ĪŅA(y©┤)¤ßč÷║Ė▓┐╬╗Ż¼īó╚█╗»Ą─Ą┌ę╗ĪóĄ┌Č■Ą╬╚█Ą╬╦”Ą¶Ż¼ę“×ķ┤╦ĢrĄ─╚█Ą╬£žČ╚Ą═Īó┴„äėąį▓╗║├ĪŻ╚╗║¾ęįČ╠╗ĪĄ─ĘĮ╩ĮŽ“╔Ž╦═╚█Ą╬Ż¼▓╔ė├į┬č└ą╬▀\(y©┤n)Śl╗“ÖMŽ“õŲXą╬▀\(y©┤n)ŚlĘ©╩®║ĖĪŻ║ĖĮė▀^│╠ųą╩╝ĮK▒Ż│ųČ╠╗ĪŻ¼║ĖŚlö[ų┴ā╔é╚(c©©)Ģrę¬╔įū„═ŻŅDŻ¼īóŲ┬┐┌ā╔é╚(c©©)▀ģŠē╚█╗»1- 2mmŻ¼╩╣║Ė┐pĮī┘┼c─Ė▓─łA╗¼▀^Č╔Ż¼Ę└ų╣«a(ch©Żn)╔·ę¦▀ģ╚▒Ž▌ĪŻ║ĖĮė▀^│╠ųąŻ¼╚█│ž╩╝ĮK▒Ż│ųÖEłAą╬ĀŅŪę┤¾ąĪę╗ų┬Ż¼╚█│žæ¬(y©®ng)├„┴┴ŪÕ╬·ĪŻŪ░░ļ╚”╩š╗ĪĢrŻ¼ę¬ī”╗Ī┐ė╔į╠Ņą®╚█╗»Įī┘Ż¼╩╣╗Ī┐ė│╔ą▒Ų┬ĀŅŻ¼×ķ║¾░ļ╚”║Ė┐p╩š╬▓äō(chu©żng)įņŚl╝■ĪŻ║ĖĮė║¾░ļ╚”ų«Ū░Ż¼æ¬(y©®ng)░čŪ░░ļ╚”ŲŅ^▓┐╬╗║Ė┐pĄ─║Ėį³Ū├Ą¶10-15 mmŻ¼║Ė┐p╩š╬▓ĢrūóęŌ╠ŅØM╗Ī┐ėĪŻė├ēAąį║ĖŚl║ĖĮė╔w├µīėĢrŻ¼╩╝ĮKė├Č╠╗ĪŅA(y©┤)¤ßĪó║ĖĮėŻ¼ę²╗ĪĘĮĘ©▓╔ė├äØ▓┴Ę©ĪŻ3.║ĖŚlĮŪČ╚ė╔ė┌Ė∙▓┐┤“Ąūīė║Ė┐pęč║Ė═ĻŻ¼╔w├µīė║Ė┐p┼cĖ∙▓┐╩Ūʱ║Ė═Ė¤oĻP(gu©Īn)Ż¼ų„ę¬╝╝ąg(sh©┤)å¢Ņ}╩Ū╔w├µīė║Ė┐pæ¬(y©®ng)│╔ą╬┴╝║├Ż¼ėÓĖ▀æ¬(y©®ng)Ę¹║Ž╝╝ąg(sh©┤)ęÄ(gu©®)Č©Ż¼║Ė┐p┼c─Ė▓─łA╗¼▀^Č╔Ż¼¤oę¦▀ģĪŻ×ķ┤╦Ż¼║ĖŚl┼c╣▄ūė║ĖĮėĘĮŽ“ŪąŠĆĄ─ŖAĮŪæ¬(y©®ng)▒╚┤“Ąūīė║ĖĮė╔į┤¾5ĪŃū¾ėęŻ¼╚ńłD3-6-6╦∙╩ŠĪŻ
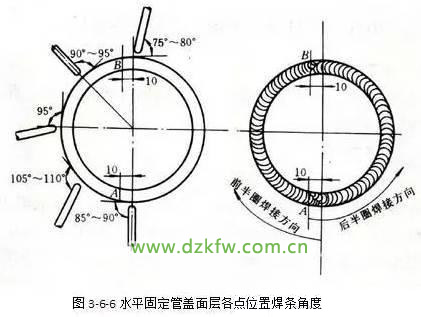
Ż©1Ż®č÷║Ė╬╗ų├Ż¼╝┤ĢrńŖ6-7³c╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ85ĪŃ-90ĪŃĪŻŻ©2Ż®č÷╬╗┼└Ų┬║Ė╬╗ų├Ż¼╝┤ĢrńŖ7-8³c╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ105ĪŃ-110ĪŃĪŻŻ©3Ż®┴ó║Ė╬╗ų├Ż¼╝┤ĢrńŖ9³cńŖ╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ95ĪŃĪŻŻ©4Ż®┴ó╬╗┼└Ų┬║Ė╬╗ų├Ż¼╝┤ĢrńŖ10-11³c╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ90ĪŃ-95ĪŃĪŻŻ©5Ż®ŲĮ║Ė╬╗ų├Ż¼╝┤12³cńŖ╬╗ų├Ż¼║ĖŚl┼c║ĖĮėĘĮŽ“╣▄ŪąŠĆĄ─ŖAĮŪ×ķ75ĪŃ-80ĪŃ
╦─Īó▓Į¾E╝░ūóęŌ╩┬ĒŚ
1Ż®╩ņŽżłDśėĪóŪÕ└ĒŲ┬┐┌▒Ē├µ║═ą▐õSŌg▀ģĪŻ2Ż®░┤čb┼õę¬Ū¾ĮMčbįć╝■Ż¼▀M(j©¼n)ąąČ©╬╗║ĖŻ¼▓óīóįć╝■╦«ŲĮ╣╠Č©į┌║ĖĮėų¦╝▄ŠÓĄž├µ800- 900mmĄ─Ė▀Č╚╔Ž┤²║ĖĪŻ3Ż®Å─╣▄ūėč÷║Ė╬╗╠Äę²╗ĪŲ║ĖŻ¼░┤─µĢrßśŽ╚║Ėėę░ļ╚”Ż¼▓╔ė├öÓ╗ĪĘ©║Ėų┴ŲĮ║Ė╬╗ĪŻ4Ż®ŪÕ└Ē║Ėį³▓óą▐─źč÷ĪóŲĮ║Ė╬╗ĮėŅ^Ż¼│╔ŠÅŲ┬ĀŅĪŻ5Ż®ūāōQ║ĖĮė╬╗ų├Ż¼║ĖĮėū¾░ļ╚”Ż¼į┌č÷║Ė╬╗ŠÅŲ┬ĀŅ╠ÄŲŅ^╗“ė├ļŖ╗ĪŪąĖŅ│╔ŠÅŲ┬ĀŅį┘Ų Ņ^Ż¼ė├┼cėę░ļ╚”═¼śėĄ─▓┘ū„ĘĮĘ©═Ļ│╔┤“ĄūīėĄ─║ĖĮėĪŻ6Ż®ŪÕ└Ē║Ėį³╝░’w×R╬’Ż¼║ĖĮė╔w├µīėŻ¼╚į▓╔ė├ā╔░ļ╚”║ĖĘ©Ż¼╩®║ĖĢrŠ∙▓╔ė├į┬č└ą╬╗“ÖMŽ“õŲXą╬▀\(y©┤n)ŚlĘ©║ĖĮėŻ¼ūóęŌ╩š╗ĪĢr╠ŅØM╗Ī┐ėĪŻ7Ż®║ĖĮė║¾Ż¼ŪÕ└Ē╣▄╝■ā╚(n©©i)Īó═Ō║Ė┐pĄ─║Ėį³║═’w×R╬’Ż¼Öz▓ķš²ĪóĘ┤ā╔├µ║Ė┐pĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū