
ę╗ĪóÜÕ╗Ī║ĖĄ─Č©┴xĪó╠žš„ĪóįŁ└ĒĪŻ
ÜÕ╗Ī║ĖŻ¼╩Ū╩╣ė├ÜÕÜŌū„×ķ▒ŻūoÜŌ¾wĄ─ę╗ĘN║ĖĮė╝╝ąg(sh©┤)ĪŻėųĮąÜÕÜŌ▒Żūo║ĖĪŻ
Š═╩Ūį┌ļŖ╗Ī║ĖĄ─ų▄ć·═©╔ŽÜÕÜŌ▒ŻūoÜŌ¾wŻ¼īó┐šÜŌĖ¶ļxį┌║Ėģ^(q©▒)ų«═ŌŻ¼Ę└ų╣║Ėģ^(q©▒)Ė▀£žĮī┘č§╗»ĪŻ
Ųõ╣żū„įŁ└ĒŻ¼Š═╩Ūį┌ÜÕÜŌ▒ŻūoŽ┬Ą─ļŖ╗Ī║ĖŻ¼└¹ė├ļŖ╗Ī¤ß╚█╗»─Ė▓─║═╠Ņ│õĮzČ°ą╬│╔ĮėŅ^Ą─║ĖĮėĘĮĘ©ĪŻ═©▀^ī”║ĖĮėļŖ┴„Īó║ĖĮė╦┘Č╚ĪóÜÕÜŌ┴„┴┐╚²éĆģóöĄ(sh©┤)Ą─┐žųŲą╬│╔┴╝║├Ą─║Ė┐p┘|(zh©¼)┴┐ĪŻ 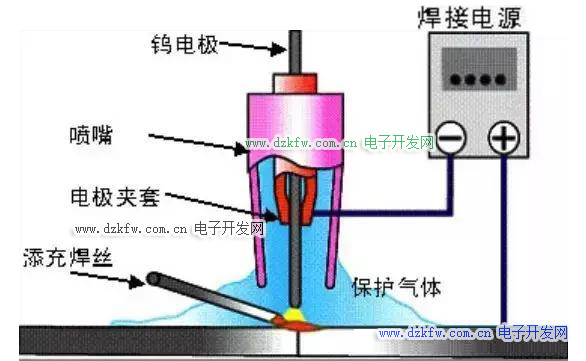
Č■ĪóÜÕ╗Ī║ĖĄ─ĘųŅÉ
ÜÕ╗Ī║Ė░┤ššļŖśOĄ─▓╗═¼Ż¼Ęų×ķ╚█╗»śOÜÕ╗Ī║Ė║═ĘŪ╚█╗»śOÜÕ╗Ī║Ėā╔ĘNĪŻ
╚█╗»śOÜÕ╗Ī║Ėę▓Š═╩Ū─┐Ū░æ¬ė├ūŅÅVĄ─░ļūįäė║ĖŻ¼ūįäė║ĖĪŻ
ļŖ╣żų«╝ęį┌┤╦ų„ę¬ųvĘŪ╚█╗»śOÜÕ╗Ī║ĖŻ¼ę▓Š═╩ŪĮ©░▓ąąśI(y©©)═©│Ż╩╣ė├╩ų╣żµuśOÜÕ╗Ī║ĖĪŻ
ĘŪ╚█╗»śOÜÕ╗Ī║Ė╩ŪļŖ╗Īį┌µu░¶Ż©µußśŻ®║═╣ż╝■ų«ķg╚╝¤²Ż¼į┌║ĖĮėļŖ╗Īų▄ć·┴„▀^ę╗ĘN▓╗║═Įī┘Ų╗»īWĘ┤æ¬Ą─ÜÕÜŌŻ¼ą╬│╔ę╗éĆ▒ŻūoÜŌšųŻ¼╩╣µuśOČ╦▓┐ĪóļŖ╗Ī║═╚█│ž╝░ÓÅĮ³¤ßė░Ēæģ^(q©▒)Ą─Ė▀£žĮī┘▓╗┼c┐šÜŌųąĄ─č§ÜŌĮėė|Ż¼Å─Č°▒▄├Ōč§╗»║═╬³╩šėą║”ÜŌ¾wĪŻÅ─Č°ą╬│╔┴╝║├Ą─║ĖĮėĮėŅ^║═┴”īWąį─▄ĪŻ
╚²ĪóÜÕ╗Ī║ĖĄ─▓┘ū„╩ųĘ©ĪŻ
ÜÕ╗Ī║Ė▓┘ū„ąĶę¬ļp╩ų┼õ║ŽĪóųCš{(di©żo)ū„śI(y©©)ĪŻę▓Š═╩Ūę╗╩ų┐žųŲ║ĖĮzŻ¼Ė∙ō■(j©┤)╚█│žĄ─ūā╗»ŪķørŻ¼Š∙ä“Ą─īó║ĖĮz╦═▀MŻ¼ę╗╩ųšŲ┐ž║ĖśīŻ¼▒Ż│ų║Ė░čĄ─ĘĆ(w©¦n)Č©ąį║═ąą▀M╦┘Č╚ĪŻ
╦═║ĖĮzĄ─ĘĮĘ©ėąā╔ĘNŻ¼ę╗ĘN╩Ū╩ų│ų║ĖĮz▓╗äėŻ¼═©▀^╩ų▒█Ą─ö[äėŻ¼īó║ĖĮz╦═╚ļ╚█│žŻ¼▀@ĘNĘĮĘ©▀m║Ž³c║ĖĢr╗“ąĶķgöÓĢrĄ─║ĖĮėĪŻ
┴Ē═Ōę╗ĘNųĖ└m(x©┤)Ę©Ż¼╩Ūīó║ĖĮzŖAį┌─┤ųĖ║═╩│ųĖųąķgĄ─Ż¼┐┐ąĪųĖ║═¤o├¹╩│ū÷ų¦ō╬Ż¼═©▀^┤¾─┤ųĖĄ─Ž“Ū░ęŲäėŻ¼│ų└m(x©┤)Š∙ä“Ą─īó║ĖĮz╦═╚ļ╚█│žŻ¼▀@ĘN╦═ĮzĘĮĘ©▀mė├ė┌ķLĢrķgŻ¼▓╗öÓ╗Ī║ĖĮėĪŻĄ½ąĶę¬Įø(j©®ng)▀^▓╗öÓĄ─ŠÜ┴ĢŻ¼šŲ╬š╦═Įz╝╝Ū╔Īó╦┘Č╚║═Ņl┬╩Ż¼Å─Č°▀_ĄĮæ¬ė├ūį╚ńĪóĄ├ą─æ¬╩ųĄ─Ąž▓ĮĪŻ
╩ų│ų║ĖśīĄ─╩ųŻ¼ę╗ĘĮ├µąĶĖ∙ō■(j©┤)╚█│žūā╗»ŪķørŻ¼╣▄┐ž╦┘Č╚Ą─┐ņ┬²Ż¼┴Ēę╗ĘĮ├µąĶĖ∙ō■(j©┤)╣ż╝■Ą─ą╬ĀŅĪó║±Č╚Īó╩ŪʱėąŲ┬┐┌Ą╚üĒ▀xō±▀\░čĘĮĘ©ĪŻ
▒╚╚ńī”ė┌▌^▒Ī╣ż╝■Ż¼š²│ŻĢ■▓╔ė├ų▒ŠĆ┐ņ╦┘▀\░č╗“ų▒ŠĆ═∙Å═▀\░čĄ─ĘĮĘ©Ż¼üĒ£p╔┘╣ż╝■╩▄Ė▀£žė░ĒæĄ─ĢrķgĪŻ
ī”ė┌ĦŲ┬┐┌║±▒┌║ĖĮėĢrŻ¼Ģ■▓╔ė├ų«ūųą═╗“į┬č└ą═▀\░čĘĮ╩ĮŻ¼į÷╝ėā╔▀ģĄ─═ŻŅDĢrķgŻ¼▀_ĄĮ╚█│ž─▄┤®═Ė╣ż╝■Ż¼▒ŻūCā╚(n©©i)▓┐║ĖĮė┘|(zh©¼)┴┐ĪŻ╚ńłDųąĄ─a║═bĘĮĘ©ĪŻ
ī”ė┌ę╗▀ģ╩Ū║±╣ż╝■Ż¼ę╗▀ģ╩Ū▌^▒Ī╝■ĢrŻ¼ätĢ■▓╔ė├rą═║ĖĘ©Ż¼╝┤į┌║±╝■Č╦į÷╝ė═ŻŅDĢrķgŻ¼į┌▒Ī╝■Č╦┐ņ╦┘═©▀^Ż¼▀_ĄĮ╣ż╝■╚█╗»ėų▓╗╚█ŲŲ╝┤┐╔ĪŻ╚ńłDųąĄ─CĘĮĘ©ĪŻ 
ÜÕ╗Ī║Ė║ĖĮėŻ¼ųvŠ┐Ą─╩Ū╩ųč█Ą─ųCš{(di©żo)┼õ║ŽŻ¼═©▀^ī”╦∙║Ė╣ż╝■Ą─┼ąöÓŻ¼š{(di©żo)╣Ø(ji©”)║Ž▀mĄ─ļŖ┴„Ż¼▀xō±║Ž▀mĄ─▀\śī╩ųĘ©╝░║Ž└ĒĄ─▀\śī╦┘Č╚üĒ║ĖĮėŻ¼▀@ėąéĆ裹“Øu▀MĄ─▀^│╠ĪŻ
ÜÕ╗Ī║ĖąĶ═©▀^┤¾┴┐Ą─īŹæ(zh©żn)ŠÜ┴ĢŻ¼╩╣ļp╩ų▀_ĄĮ║═ųC▀\ė├Ż¼į┘═©▀^č█Ūńė^▓ņ╚█│žūā╗»Ż¼▀_ĄĮ═Ļ├└║Ė┐pĪŻ▀@ąĶę¬ę╗éĆ▀^│╠Ą─ÜvŠÜ║═Įø(j©®ng)“ץ─ĮY(ji©”)└█ĪŻ
╦─Īó║ĖĮzĪó║Ėśī┼c╣ż╝■Ą─ĮŪČ╚
║Ėśī┼c║ĖĮzĪó╣ż╝■ų«ķg▒Ż│ų║Ž└ĒĄ─╬╗ų├Ż¼╩Ūė╔▒╗║Ė╣ż╝■Ą─ą╬ĀŅĪó│▀┤ńęį╝░╣żū„ł÷╦∙Ą─ū„śI(y©©)Śl╝■Ż¼ČÓĘĮ├µŪķørüĒøQČ©Ą─ĪŻ
ėąę╗éĆįŁätŠ═╩Ū║Ž└ĒŻ¼▒╚╚ń║Ėśī┼c╣ż╝■Ą─ŖAĮŪ╠½ąĪŻ¼ę▓Š═╩Ū║ĖśīāAą▒Č╚╠½┤¾Ż¼ätĢ■ĮĄĄ═ÜÕÜŌī”╚█│žĄ─▒Żūoū„ė├ĪŻ
▀^┤¾ätĢ■Įo╦═Įzįņ│╔└¦└@Ż¼┤╣ų▒ätęūį÷Ė▀╣ż╝■£žČ╚Ż¼¤²┤®╣ż╝■Ą╚ĪŻ
║Ž└ĒĄ─║ĖĮėĮŪČ╚╚ńŽ┬łD╦∙╩ŠŻ║ 
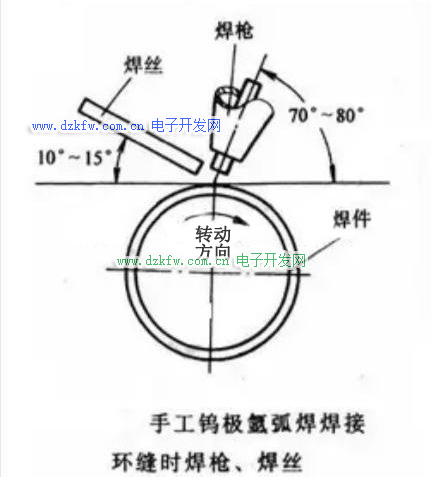
īóśīūņ║═▒╗║Ė╣ż╝■▒Ż│ųį┌70~80Č╚ŖAĮŪŻ¼║ĖĮz▒Ż│ų160~170Č╚ū¾ėęŖAĮŪŻ¼╝╚╚▌ęū╦═Įz▓┘ū„Ż¼▒Ńė┌č█Š”ė^▓ņ╚█│žūā╗»Ż¼ę▓─▄ūīÜÕÜŌ▒ŻūoĘČć·▀_ĄĮśOų┴ĪŻ
╬ÕĪóėąĻP(gu©Īn)ÜÕ╗Ī║ĖĮėĄ─Ųõ╦³╩┬ĒŚĪŻ
ÜÕ╗Ī║ĖĮėĄ─Ų╗Ī║═Ž©╗ĪŻ¼ėąĄ─╩Ū║ĖÖC▒Š╩┬ūįĦŲ╗ĪĪóŽ©╗Ī╣”─▄ĪŻų╗ę¬░┤║ĖÖCšf├„╚ź▓┘ū„╝┤┐╔ĪŻ
▀@└’ųvĄ─╩Ū╣żĄž╔ŽėąįSČÓ║ĖÖC▓╗╩ŪīŻė├ÜÕ╗Ī║ĖÖCŻ¼Č°╩ŪŲš═©Ą─ų▒┴„╗Ī║ĖÖCĪŻ▀@Š═ę¬Ū¾▓┘ū„š▀ėą╩ņŽżĄ─▓┘ū„╝╝Ū╔Ż¼▒▄├Ōę“ę²╗Ī║═Ž©╗Ī▓╗«öįņ│╔Ą─║ĖĮė╚▒Ž▌ĪŻ
Ų╗Īėąā╔ĘNĘĮĘ©Ż¼ę╗ĘN╩ŪĮėė|╩ĮŲ╗ĪŻ¼Š═╩Ūė├║ĖśīĄ─ļŖśOŻ©µu░¶ĪóµußśŻ®ų▒ĮėĮėė|╣ż╝■Ż¼ą╬│╔Č╠┬ĘŻ¼į┘čĖ╦┘╠ßŲüĒŲ╗ĪŻ¼▀@ĘNęū╩╣µuśOŅ^╩▄é¹Ż¼ą╬│╔éŃĀŅŻ¼ė░Ēæ║ĖĮėą¦╣¹ĪŻ
┴Ēę╗ĘN╩ŪäØ▓┴╩Įę²╗ĪĘ©ĪŻ╩ŪŽ╚īó║ĖśīĘ┼į┌║Ž▀mĄ─╬╗ų├Ż¼ė╔│ų║ĖĮzĄ─╩ųŻ¼īó║ĖĮz┐ņ╦┘Ą─äØ▓┴µuśOŻ¼ę²╚╝ļŖ╗ĪĪŻ▀@ĘNĘĮĘ©ī”µuśOé¹║”ąĪŻ¼▓╗Ģ■ą╬│╔éŃĀŅļŖśOĪŻĄ½ąĶę¬┐ņ╦┘£╩┤_Ż¼ąĶĮø(j©®ng)▀^Ę┤Å═ŠÜ┴ĢüĒšŲ╬šĪŻ
Ž©╗ĪätąĶę¬į┌║ĖĮė═Ļ│╔║¾Ż¼┐ņ╦┘Ą─īó║ĖśīŽ“Ū░▀\äėŻ¼£p╔┘╣ż╝■Ė▀£žė░Ēæ║¾Ż¼┐ņ╦┘═Žäė║¾╠ßĖ▀śī░莩£ńĪŻ┐╔£p╔┘╝▒└õ«a(ch©Żn)╔·Ą─┐s┐ūī”╣ż╝■Ą─ė░ĒæĪŻ
ų┴ė┌╚ń║╬ė^▓ņ╚█│žŻ¼į§śė╠Ē╝ė║ĖĮzĄ╚║ĖĮė╝╝─▄╩ųĘ©Ż¼ę▓Č╝ę¬═©▀^┤¾┴┐Ą─īŹæ(zh©żn)ŠÜ┴ĢüĒĘe└█╠ßĖ▀
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū