
ūŅ╚½├µĄ─ĮķĮBĪŻęūė┌└ĒĮŌ,īW┴ĢĪŻ
Ųš ═© ▄ć ┤▓ ▓┘ ū„
īŹ ė¢ ųĖ ī¦
Ż©ę╗Ż®╩ņŽż▄ć╣ż╗∙▒ŠĖ┼─Ņ╝░Ųõ╝ė╣żĘČć·
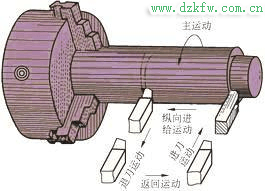
▄ć╣ż╩Ūį┌▄ć┤▓╔Ž└¹ė├╣ż╝■Ą─ą²▐D▀\äė║═ĄČŠ▀Ą─ęŲäėüĒĖ─ūā├½┼„ą╬ĀŅ║═│▀┤ńŻ¼
īóŲõ╝ė╣ż│╔╦∙ąĶ┴Ń╝■Ą─ę╗ĘNŪąŽ„╝ė╣żĘĮĘ©ĪŻŲõųą╣ż╝■Ą─ą²▐D×ķų„▀\äėŻ¼ĄČŠ▀Ą─ęŲ
äė×ķ▀MĮo▀\äėŻ©łD1ŻŁ1Ż®ĪŻ
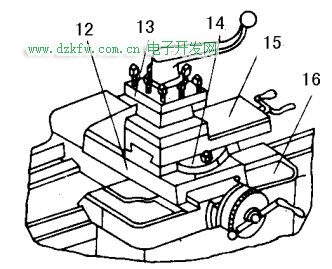
łD1-1 ▄掄▀\äė▄ć┤▓ų„ę¬ė├ė┌╝ė╣ż╗ž▐D¾w▒Ē├µŻ©łD1ŻŁ2Ż®Ż¼╝ė╣żĄ─│▀┤ń╣½▓ŅĄ╚╝ē
×ķIT11Ī½IT6Ż¼▒Ē├µ┤ų▓┌Č╚RaųĄ×ķ12Ż«5Ī½0Ż«8”╠mĪŻ▄ć┤▓ĘNŅÉ║▄ČÓŻ¼Ųõųą┼P╩Į▄ć
┤▓æ¬ė├ūŅ×ķÅVĘ║ĪŻ
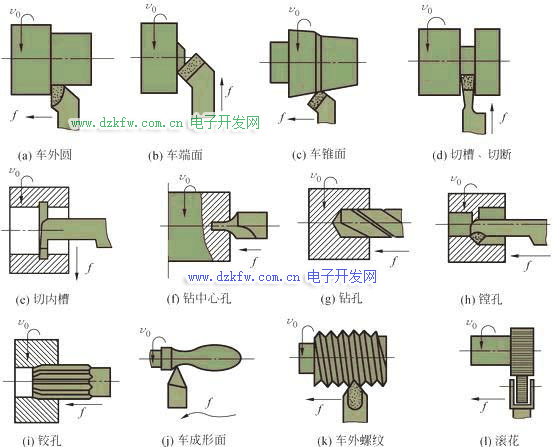
łD1-2 Ųš═©▄ć┤▓╦∙─▄╝ė╣żĄ─Ąõą═▒Ē├µ
aŻ®▄ć═Ōł@ bŻ®▄ćČ╦├µ CŻ®▄ćÕF├µ dŻ®Ūą▓█ĪóŪąöÓ eŻ®Ūąā╚▓█ fŻ®Ń@ųąą─┐ū
gŻ®Ń@┐ū hŻ®ńM┐ū iŻ®Ńq┐ū jŻ®▄ć│╔ą╬├µ kŻ®▄ć═Ō┬▌╝y lŻ®ØL╗©
Ż©Č■Ż®īW┴Ģ┼P╩Į▄ć┤▓ą═╠¢╝░ĮYśŗĮM│╔
ó±ĪóÖC┤▓Ą─ą═╠¢

ų„ģóöĄ┤·╠¢Ż©ūŅ┤¾▄掄ų▒ÅĮĄ─1/10Ż¼╝┤320mmŻ®

ÖC┤▓ą═äe┤·╠¢Ż©Ųš═©▄ć┤▓ą═Ż®
ÖC┤▓ĮMäe┤·╠¢Ż©Ųš═©▄ć┤▓ĮMŻ®
ÖC┤▓ŅÉäe┤·╠¢Ż©▄ć┤▓ŅÉŻ®
ų„ģóöĄĄ─1/10Ż¼╝┤▄ć┤▓ų„▌S▌SŠĆĄĮī¦▄ē├µĄ─│▀┤ń×ķ160mmŻ¼
Ż©Ųõ▄掄╣ż╝■ūŅ┤¾ų▒ÅĮ×ķ320mmŻ®ĪŻ
ĮMäeŻ©Ųš═©▄ć┤▓Ż®
ŅÉäeŻ©▄ć┤▓ŅÉŻ®
ó“Īó┼P╩Į▄ć┤▓Ą─ĮYśŗ
1Ż«┼P╩Į▄ć┤▓Ą─ą═╠¢
┼P╩Į▄ć┤▓ė├C61³³³üĒ▒Ē╩ŠŻ¼ŲõųąC×ķÖC┤▓ĘųŅÉ╠¢Ż¼▒Ē╩Š▄ć┤▓ŅÉÖC┤▓Ż╗61×ķ
ĮMŽĄ┤·╠¢Ż¼▒Ē╩Š┼P╩ĮĪŻŲõ╦³▒Ē╩Š▄ć┤▓Ą─ėąĻPģóöĄ║═Ė─▀M╠¢ĪŻ
2Ż«┼P╩Į▄ć┤▓Ė„▓┐ĘųĄ─├¹ĘQ║═ė├═Š
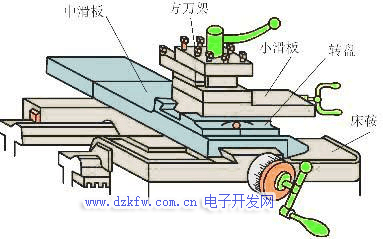
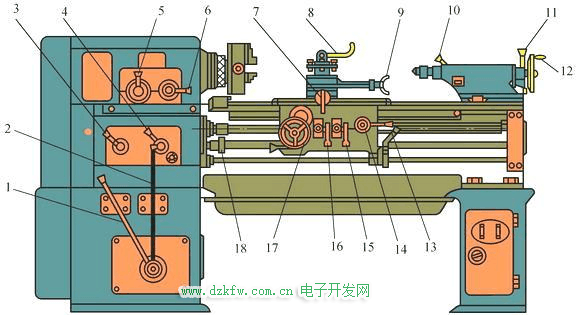
C6132Ųš═©▄ć┤▓Ą─═Ōą╬╚ńłD1-3╦∙╩ŠĪŻ
łD1-3 C6132Ųš═©▄ć┤▓
1-┤▓Ņ^ŽõŻ╗2-▀MĮoŽõŻ╗3-ūā╦┘ŽõŻ╗4-Ū░┤▓─_Ż╗5-┴’░ÕŽõŻ╗6-ĄČ╝▄Ż╗7 -╬▓╝▄Ż╗8-ĮzĖ▄Ż╗9-╣Ō
Ė▄Ż╗10-┤▓╔ĒŻ╗11-║¾┤▓─_Ż╗12-ųąĄČ╝▄Ż╗13-ĘĮĄČ╝▄Ż╗14-▐D▒PŻ╗15-ąĪĄČ╝▄Ż╗16-┤¾ĄČ╝▄
łD1-4 ĄČ╝▄
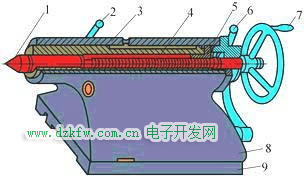
łD1-5 ╬▓ū∙
1Ēö╝Ō 2╠ū═▓µiŠo╩ų▒· 3Ēö╝Ō╠ū═▓ 4ĮzŚU 5┬▌─Ė 6╬▓ū∙µiŠo╩ų▒· 7╩ų▌å 8╬▓ū∙¾w 9Ąūū∙
Ż©╚²Ż® ┼P╩Į▄ć┤▓Ą─é„äėŽĄĮy
ļŖäėÖC▌ö│÷Ą─äė┴”Ż¼Įøūā╦┘Žõ═©▀^Ä¦é„ äėé„Įoų„▌SŻ¼Ė³ōQūā╦┘Žõ║═ų„▌SŽõ
═ŌĄ─╩ų▒·╬╗ų├Ż¼Ą├ĄĮ▓╗═¼Ą─²X▌åĮMć¦║ŽŻ¼Å─Č°Ą├ĄĮ▓╗═¼Ą─ų„▌S▐D╦┘ĪŻų„▌S═©▀^┐©
▒PĦäė╣ż╝■ū„ą²▐D▀\äėĪŻ═¼ĢrŻ¼ų„▌SĄ─ą²▐D▀\äė═© ▀^ōQŽ“ÖCśŗĪóĮ╗ōQ²X▌åĪó▀M
ĮoŽõĪó╣ŌĖ▄Ż©╗“ĮzĖ▄Ż®é„Įo┴’░ÕŽõŻ¼╩╣┴’░ÕŽõĦäėĄČ╝▄čž┤▓╔Ēū„ų▒ŠĆ▀MĮo▀\äėĪŻ
Ż©╦─Ż® ┼P╩Į▄ć┤▓Ą─Ė„ĘN╩ų▒·║═╗∙▒Š▓┘ū„
1Ż«┼P╩Į▄ć┤▓Ą─š{š¹╝░╩ų▒·Ą─╩╣ė├
C6132▄ć┤▓Ą─š{š¹ų„ę¬╩Ū═©▀^ūāōQĖ„ūįŽÓæ¬Ą─╩ų▒·╬╗ų├▀MąąĄ─Ż¼įöęŖłD1-6ĪŻ
łD1-6 C6132▄ć┤▓Ą─š{š¹╩ų▒·
1Īó2Īó6Ī¬ų„▀\äėūā╦┘╩ų▒· 3Īó4Ī¬▀MĮo▀\äėūā╦┘╩ų▒· 5Ī¬ĄČ╝▄ū¾ėęęŲäėĄ─ōQŽ“╩ų▒· 7Ī¬ĄČ╝▄
ÖMŽ“╩ųäė╩ų▒· 8Ī¬ĘĮĄČ╝▄µiŠo╩ų▒· 9Ī¬ąĪĄČ╝▄ęŲäė╩ų▒· 10Ī¬╬▓ū∙╠ū═▓µiŠo╩ų▒· 11Ī¬╬▓ū∙
µiŠo╩ų▒· 12Ī¬╬▓ū∙╠ū═▓ęŲäė╩ų▌å 13Ī¬ų„▌Sš²Ę┤▐D╝░═Żų╣╩ų▒· 14Ī¬Ī░ķ_║Ž┬▌─ĖĪ▒ķ_║Ž╩ų▒·
15Ī¬ĄČ╝▄ÖMŽ“ūįäė╩ų▒· 16Ī¬ĄČ╝▄┐vŽ“ūįäė╩ų▒· 17Ī¬ĄČ╝▄┐vŽ“╩ųäė╩ų▌å 18Ī¬╣ŌĖ▄ĪóĮzĖ▄Ė³
ōQ╩╣ė├Ą─ļx║ŽŲ„
2Ż«┼P╩Į▄ć┤▓Ą─╗∙▒Š▓┘ū„
Ż©1Ż®═Ż▄ćŠÜ┴Ģ(ų„▌Sš²Ę┤▐D╝░═Żų╣╩ų▒·13į┌═Żų╣╬╗ų├Ż®
1Ż®š²┤_ūāōQų„▌S▐D╦┘ĪŻūāäėūā╦┘Žõ║═ų„▌SŽõ═Ō├µĄ─ūā╦┘╩ų▒·1Īó2╗“6Ż¼┐╔Ą├ĄĮ
Ė„ĘNŽÓī”æ¬Ą─ų„▌S▐D╦┘ĪŻ«ö╩ų▒·ō▄äė▓╗Ēś└¹ĢrŻ¼┐╔ė├╩ų╔į▐Däė┐©▒P╝┤┐╔ĪŻ
2Ż®š²┤_ūāōQ▀MĮo┴┐ĪŻ░┤╦∙▀xĄ─▀MĮo┴┐▓ķ┐┤▀MĮoŽõ╔ŽĄ─ś╦┼ŲŻ¼į┘░┤ś╦┼Ų╔Ž▀MĮoūā
ōQ╩ų▒·╬╗ų├üĒūāōQ╩ų▒·3║═4Ą─╬╗ų├Ż¼╝┤Ą├ĄĮ╦∙▀xČ©Ą─▀MĮo┴┐ĪŻ
3Ż®╩ņŽżšŲ╬š┐vŽ“║═ÖMŽ“╩ųäė▀MĮo╩ų▒·Ą─▐DäėĘĮŽ“ĪŻū¾╩ų╬š┐vŽ“▀MĮo╩ųäė╩ų▌å17Ż¼
ėę╩ų╬šÖMŽ“▀MĮo╩ųäė╩ų▒·7ĪŻĘųäeĒśĢrßś║═─µĢrßśą²▐D╩ų▌åŻ¼▓┘┐vĄČ╝▄║═┴’░ÕŽõ
Ą─ęŲäėĘĮŽ“ĪŻ
4Ż®╩ņŽżšŲ╬š┐vŽ“╗“ÖMŽ“ÖCäė▀MĮoĄ─▓┘ū„ĪŻ╣ŌĖ▄╗“ĮzĖ▄Įė═©╩ų▒·18╬╗ė┌╣ŌĖ▄Įė═©
╬╗ų├╔ŽŻ¼īó┐vŽ“ÖCäė▀MĮo╩ų▒·16╠ßŲ╝┤┐╔┐vŽ“▀MĮoŻ¼╚ńīóÖMŽ“ÖCäė▀MĮo╩ų▒·15
Ž“╔Ž╠ßŲ╝┤┐╔ÖMŽ“ÖCäė▀MĮoĪŻĘųäeŽ“Ž┬░Ōäėät┐╔═Żų╣┐vĪóÖMÖCäė▀MĮoĪŻ
5Ż®╬▓ū∙Ą─▓┘ū„ĪŻ╬▓ū∙┐┐╩ųäėęŲäėŻ¼Ųõ╣╠Č©┐┐Šo╣╠┬▌╦©┬▌─ĖĪŻ▐Däė╬▓ū∙ęŲäė╠ū═▓
╩ų▌å12Ż¼┐╔╩╣╠ū═▓į┌╬▓╝▄ā╚ęŲäėŻ¼▐Däė╬▓ū∙µiŠo╩ų▒·11Ż¼┐╔īó╠ū═▓╣╠Č©į┌╬▓ū∙
ā╚ĪŻ
Ż©2Ż®Ą═╦┘ķ_▄ćŠÜ┴Ģ ŠÜ┴ĢŪ░欎╚Öz▓ķĖ„╩ų▒·╬╗ų├╩Ūʱ╠Äė┌š²┤_Ą─╬╗ų├Ż¼¤oš`║¾▀M
ąąķ_▄ćŠÜ┴ĢĪŻ
1Ż®ų„▌Såóäė Ī¬Ī¬ ļŖäėÖCåóäėĪ¬Ī¬▓┘┐vų„▌S▐DäėĪ¬Ī¬═Żų╣ų„▌S▐DäėĪ¬Ī¬ĻPķ]ļŖ
äėÖC
2Ż®ÖCäė▀MĮoĪ¬Ī¬ļŖäėÖCåóäėĪ¬Ī¬▓┘┐vų„▌S▐DäėĪ¬Ī¬ ╩ųäė┐vÖM▀MĮoĪ¬Ī¬ÖCäė┐vÖM
▀MĮoĪ¬Ī¬╩ųäė═╦╗žĪ¬Ī¬ÖCäėÖMŽ“▀MĮoĪ¬Ī¬╩ųäė═╦╗žĪ¬Ī¬═Żų╣ų„▌S▐DäėĪ¬Ī¬ĻPķ]
ļŖäėÖC
╠žäeūóęŌŻ║
1Ż® ÖC┤▓╬┤═Ļ╚½═Żų╣ć└Į¹ūāōQų„▌S▐D╦┘Ż¼Ę±ät░l╔·ć└ųžĄ─ų„▌SŽõā╚²X▌å┤“²X¼FŽ¾
╔§ų┴░l╔·ÖC┤▓╩┬╣╩ĪŻķ_▄ćŪ░ę¬Öz▓ķĖ„╩ų▒·╩Ūʱ╠Äė┌š²┤_╬╗ų├ĪŻ
2Ż®┐vŽ“║═ÖMŽ“╩ų▒·▀M═╦ĘĮŽ“▓╗─▄ōuÕeŻ¼ė╚Ųõ╩Ū┐ņ╦┘▀M═╦ĄČĢrę¬Ū¦╚fūóęŌŻ¼Ę±ät
Ģ■░l╔·╣ż╝■ł¾ÅU║═░▓╚½╩┬╣╩ĪŻ
3Ż®ÖMŽ“▀MĮo╩ųäė╩ų▒·├┐▐Dę╗Ė±ĢrŻ¼ĄČŠ▀ÖMŽ“│įĄČ×ķ0.02mmŻ¼ŲõłAų∙¾wų▒ÅĮĘĮŽ“
ŪąŽ„┴┐×ķ0.04mmĪŻ
Ż©ę╗Ż®▄ćĄČ
ó±ĪóĄČŠ▀▓─┴Ž
1ĪóĄČŠ▀▓─┴Žæ¬Š▀éõĄ─ąį─▄
(1)Ė▀ė▓Č╚║═║├Ą──═─źąįĪŻĄČŠ▀▓─┴ŽĄ─ė▓Č╚▒žĒÜĖ▀ė┌▒╗╝ė╣ż▓─┴ŽĄ─ė▓Č╚▓┼─▄
ŪąŽ┬Įī┘ĪŻę╗░ŃĄČŠ▀▓─┴ŽĄ─ė▓Č╚æ¬į┌60HRCęį╔ŽĪŻĄČŠ▀▓─┴ŽįĮė▓Ż¼Ųõ─═─źąįŠ═įĮ
║├ĪŻ
(2)ūŃē“Ą─ÅŖČ╚┼cø_ō¶ĒgČ╚ĪŻÅŖČ╚╩ŪųĖį┌ŪąŽ„┴”Ą─ū„ė├Ž┬Ż¼▓╗ų┬ė┌░l╔·ĄČ╚ą
▒└╦ķ┼cĄČŚUš█öÓ╦∙Š▀éõĄ─ąį─▄ĪŻø_ō¶ĒgČ╚╩ŪųĖĄČŠ▀▓─┴Žį┌ėąø_ō¶╗“ķgöÓŪąŽ„Ą─╣ż
ū„Śl╝■Ž┬Ż¼▒ŻūC▓╗▒└╚ąĄ──▄┴”ĪŻ
(3)Ė▀Ą──═¤ßąįĪŻ─═¤ßąįėųĘQ╝tė▓ąįŻ¼╩Ū║Ō┴┐ĄČŠ▀▓─┴Žąį─▄Ą─ų„ę¬ųĖś╦Ż¼╦³
ŠC║ŽĘ┤ė│┴╦ĄČŠ▀▓─┴Žį┌Ė▀£žŽ┬╚į─▄▒Ż│ųĖ▀ė▓Č╚Īó─═─źąįĪóÅŖČ╚Īó┐╣č§╗»Īó┐╣š│ĮY
║═┐╣öU╔óĄ──▄┴”ĪŻ
(4)┴╝║├Ą─╣ż╦ćąį║═ĮøØ·ąį
2Īó│Żė├ĄČŠ▀▓─┴Ž
─┐Ū░Ż¼▄ćĄČÅVĘ║æ¬ė├ė▓┘|║ŽĮĄČŠ▀▓─┴ŽŻ¼į┌─│ą®ŪķørŽ┬ę▓æ¬ė├Ė▀╦┘õōĄČŠ▀▓─
┴ŽĪŻ
(1)Ė▀╦┘õō Ė▀╦┘õō╩Ūę╗ĘNĖ▀║ŽĮõōŻ¼╦ūĘQ░ūõōĪóõhõōĪó’LõōĄ╚ĪŻŲõÅŖČ╚Īó
ø_ō¶ĒgČ╚Īó╣ż╦ćąį║▄║├Ż¼╩ŪųŲįņÅ═ļsą╬ĀŅĄČŠ▀Ą─ų„ę¬▓─┴ŽĪŻ╚ńŻ║│╔ą╬▄ćĄČĪó┬ķ╗©
Ń@Ņ^ĪóŃŖĄČĪó²X▌åĄČŠ▀Ą╚ĪŻĖ▀╦┘õōĄ──═¤ßąį▓╗Ė▀Ż¼╝sį┌640Īµū¾ėęŲõė▓Č╚Ž┬ĮĄŻ¼
▓╗─▄▀MąąĖ▀╦┘ŪąŽ„ĪŻ
(2)ė▓┘|║ŽĮ ęį─═¤ßĖ▀║═─═─źąį║├Ą─╠╝╗»╬’Ż¼ŌÆ×ķš│ĮY䮯¼▓╔ė├Ę█─®ę▒Į
Ą─ĘĮĘ©ē║ųŲ│╔Ė„ĘNą╬ĀŅĄ─ĄČŲ¼Ż¼╚╗║¾ė├Ń~ŌF║ĖĄ─ĘĮĘ©║Ėį┌ĄČŅ^╔Žū„×ķŪąŽ„ĄČŠ▀Ą─
▓─┴ŽĪŻė▓┘|║ŽĮĄ──═─źąį║═ė▓Č╚▒╚Ė▀╦┘õōĖ▀Ą├ČÓŻ¼Ą½╦▄ąį║═ø_ō¶ĒgČ╚▓╗╝░Ė▀╦┘õōĪŻ
ó“Īó▄ćĄČĮM│╔╝░▄ćĄČĮŪČ╚
▄ćĄČ╩Ūą╬ĀŅūŅ║åå╬Ą─å╬╚ąĄČŠ▀Ż¼Ųõ╦³Ė„ĘNÅ═ļsĄČŠ▀Č╝┐╔ęį┐┤ū„╩Ū▄ćĄČĄ─ĮM║Ž
║═č▌ūāŻ¼ėąĻP▄ćĄČĮŪČ╚Ą─Č©┴xŻ¼Š∙▀mė├ė┌Ųõ╦³ĄČŠ▀ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū