
機(jī)械加工工藝基礎(chǔ)之金屬切削
一、金屬切削機(jī)床的類型:
(1)按加工性質(zhì)和所用刀具分類:分為車床、銑床、鉆床、磨床、齒輪加工機(jī)床等12大類;
(2)按精度分類:分為普通精度、精密和高精度三種;
(3)按重量分類:分為一般機(jī)床、大型機(jī)床和重型機(jī)床。
二、常見(jiàn)金屬切削工藝
(1)車削
車削是以加工回轉(zhuǎn)體為主要加工目的。在車床上可以加工:外圓、端面、錐度、鉆孔、鉆中心孔、鏜孔、鉸孔、切斷、切槽、滾花、車螺紋、車成型面、繞彈簧等。
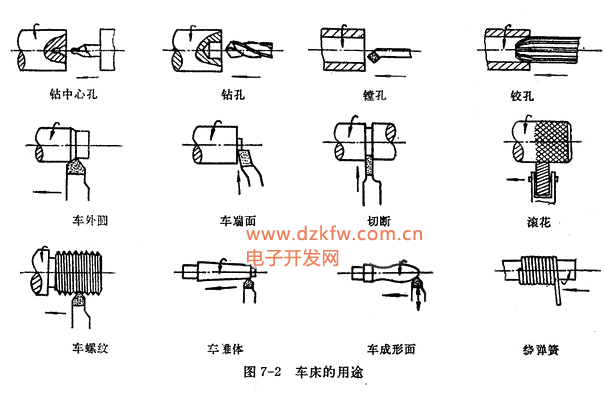
車床的用途
車削的工藝特點(diǎn):
1.粗加工:經(jīng)濟(jì)精度可達(dá)到IT10,表面粗糙度在25-12.5之間; 精加工:經(jīng)濟(jì)精度可達(dá)IT7左右,表面粗糙度Ra6.3-1.6之間。
2. 易于保證相互位置精度要求。一次裝夾可加工幾個(gè)不同的表面,避免安裝誤差。
3. 刀具簡(jiǎn)單,制造、刃磨和安裝方便,容易選用合理的幾何形狀和角度,有利于提高生產(chǎn)率。
4. 應(yīng)用范圍廣泛,幾乎所有繞定軸心旋轉(zhuǎn)的內(nèi)外回轉(zhuǎn)體表面及端面,均可以用車削方法達(dá)到要求。
5. 可以用精細(xì)車的辦法實(shí)現(xiàn)有色金屬零件的高精度的加工(有色金屬的高精度零件不適合采用磨削)
(2)銑削
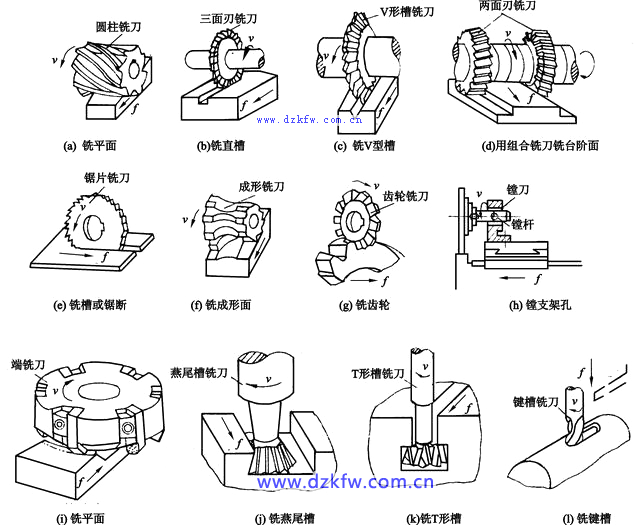
銑削的加工范圍
銑削的分類:
逆銑:銑刀旋向(或銑削力)與進(jìn)給方向相反
順銑:銑刀旋向與進(jìn)給方向一致
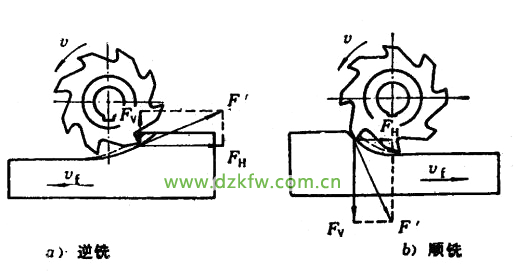
順銑和逆銑
銑削的工藝特點(diǎn):
1.銑削加工的精度可達(dá)IT10-IT7,表面粗糙度可達(dá)6.3-1.6左右
2.生產(chǎn)效率高,銑刀是多刀齒刀具,銑削時(shí)有幾個(gè)刀齒同時(shí)參加切削,主運(yùn)動(dòng)是刀具的旋轉(zhuǎn),所以銑削的生產(chǎn)效率比刨削高。
3.容易產(chǎn)生振動(dòng),銑刀的刀齒切入和切出時(shí)產(chǎn)生振動(dòng),加工過(guò)程中切削面積和切削力變化較大。
4.刀齒的散熱條件較好,在刀具旋轉(zhuǎn)過(guò)程的不切削時(shí)間內(nèi),刀具可以得到一定的冷卻。
5.與刨床相比,銑床價(jià)格高,適用于批量生產(chǎn)。
(3)刨削
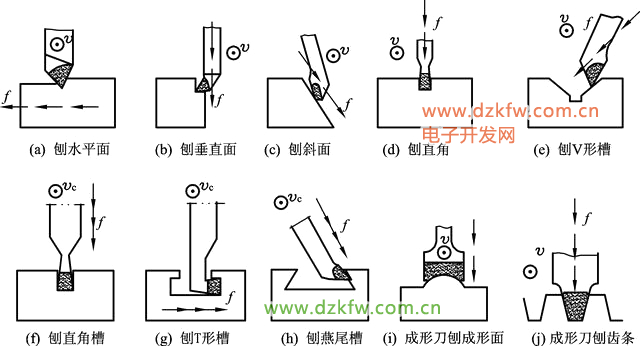
刨削的加工范圍
刨削加工的工藝特點(diǎn):
1.加工精度通常為:精刨:IT7-IT10,粗糙度Ra為6.3-1.6之間。
2.通用性好,刨床簡(jiǎn)單、價(jià)格低、調(diào)整和操作簡(jiǎn)便,刨刀形狀簡(jiǎn)單,制造、刃磨方便。
3.生產(chǎn)率一般比較低,主運(yùn)動(dòng)為往復(fù)直線運(yùn)動(dòng),返回行程不參加切削。
4.適用于單件小批生產(chǎn)。
(4)插削
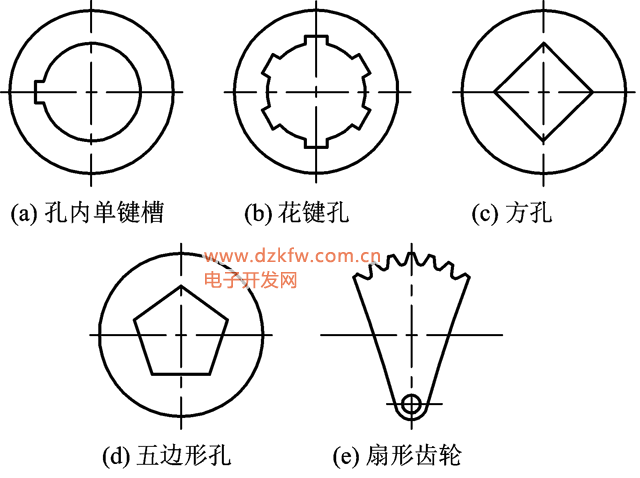
插削的加工范圍
(5)鉆削
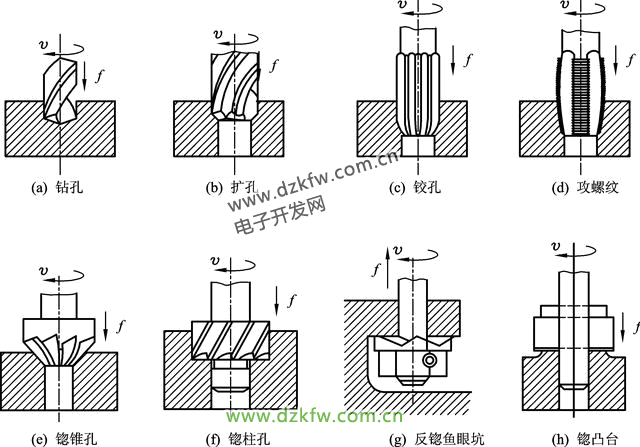
鉆削的加工范圍
鉆削的工藝特點(diǎn):
1.鉆削屬于低精度(IT11-IT13)和高表面粗糙度的(Ra50-12.5)加工方法
2.容易產(chǎn)生“引偏”,是加工過(guò)程中由于鉆頭彎曲產(chǎn)生孔徑擴(kuò)大、孔不圓等缺陷。原因是刀具呈細(xì)長(zhǎng)狀,剛性較差。
3.排屑困難,鉆孔在半封閉的狀態(tài)下進(jìn)行,切下來(lái)的切屑沿刀具兩側(cè)的螺旋槽上升,容易與已經(jīng)加工出的表面發(fā)生摩擦和擠壓,刮傷已加工表面,降低表面質(zhì)量
4.切削熱不容易傳散,切削液難以傳到切削區(qū)。限制切削速度的提高
擴(kuò)孔:用擴(kuò)孔鉆對(duì)已經(jīng)鉆出或鑄出、鍛出的孔進(jìn)行擴(kuò)大和提高精度的加工,稱為擴(kuò)孔。擴(kuò)孔余量小,切削比較平穩(wěn),所以擴(kuò)孔精度比鉆孔高。其尺寸公差等級(jí)可達(dá)IT10~IT9,表面粗糙度Ra值可達(dá)6.3~3.2mm。擴(kuò)孔可作為終加工,也可作為鉸孔前的預(yù)加工。
鉸孔:鉸孔適用于加工精度高、直徑不大孔的終加工。鉸孔余量小,切削平穩(wěn)。鉸孔尺寸公差等級(jí)可達(dá)IT8~IT6,表面粗糙度Ra值達(dá)1.6~0.4mm。
(6)鏜削:一般是指在鏜床上進(jìn)行的切削加工。
鏜孔加工的工藝特點(diǎn):
1.鏜床主要用于加工大型工件或形狀復(fù)雜工件上的孔和孔系。例如變速箱、發(fā)動(dòng)機(jī)缸體等。
2.鏜孔尺寸公差等級(jí)可達(dá)IT8~IT7,表面粗糙度值一般為1.6~0.8mm。
3.鏜孔可以校正孔原有的軸線偏差或位置偏差。
(7)磨削
磨削加工的機(jī)床是磨床,刀具是砂輪;磨削加工可以磨削外圓、孔和平面,磨床包括外圓磨、內(nèi)圓磨、無(wú)心磨等幾種。
磨削的工藝特點(diǎn):
1.磨削的精度高,IT6-IT5,粗糙度低,Ra0.8-0.2,砂輪表面有極多的切削刃同時(shí)參加切削。
2.可以加工一些難以加工的材料。如淬火鋼、高速鋼以及毛坯的清理。
3.切削速度高(30m/s以上)切削溫度高(1000℃以上)。使用冷卻液。
4.砂輪有自銳作用,這是其它刀具所不具備的。即磨粒不斷脫落,新的磨粒又是鋒利的。
5.磨削力的徑向分力較大,因此,在達(dá)到尺寸以后,還要進(jìn)行多次無(wú)進(jìn)給磨削。

常用的砂輪磨料的特性及用途
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底