
┴Ń╝■Ą─ĮY(ji©”)śŗ(g©░u)ą╬ĀŅŻ¼ų„ę¬╚ĪøQė┌╦³į┌ÖCŲ„ųąĄ─ū„ė├Ż¼Ą½ųŲįņ╣ż╦ćī”╦³Ą─ĮY(ji©”)śŗ(g©░u)ę▓ėą─│ą®ę¬Ū¾ĪŻ
ļm╚╗┴Ń╝■ėą▓╗═¼Ą─ĮY(ji©”)śŗ(g©░u)ą╬ĀŅŻ¼Ą½Ųõųąū„ė├ŽÓ═¼╗“ųŲįņ╣ż╦ćŽÓ═¼Ą─Šų▓┐ĮY(ji©”)śŗ(g©░u)Ż¼Ųõą╬ĀŅģs╗∙▒ŠŽÓ═¼Ż¼Č°Ūęį┌įSČÓ┴Ń╝■ųąČ╝Įø(j©®ng)│Ż┐╔ęįęŖĄĮĪŻŲõųąæ¬(y©®ng)ė├ÅVĘ║Ą─ę╗ą®ĮY(ji©”)śŗ(g©░u)ęčĮø(j©®ng)ś╦(bi©Īo)£╩(zh©│n)╗»Ż¼│╔×ķś╦(bi©Īo)£╩(zh©│n)ĮY(ji©”)śŗ(g©░u)Ż¼Ųõą╬ĀŅĪó┤¾ąĪęį╝░«ŗĘ©Č╝ėąęÄ(gu©®)Č©Ż¼ę▓ėąś╦(bi©Īo)£╩(zh©│n)┐╔▓ķĪŻŲõ╦¹│ŻęŖĮY(ji©”)śŗ(g©░u)ę▓┤¾Č╝╗∙▒ŠČ©ą╬Ż¼│▀┤ńś╦(bi©Īo)ūóę▓ėąę╗Č©ą╬╩ĮĪŻ
ĪĪĪĪŽ┬├µĮķĮBę╗ą®│ŻęŖ╣ż╦ćĮY(ji©”)śŗ(g©░u)Ą─▒Ē▀_ĘĮĘ©ĪŻ
ę╗ĪóĶTįņ╣ż╦ćĮY(ji©”)śŗ(g©░u)
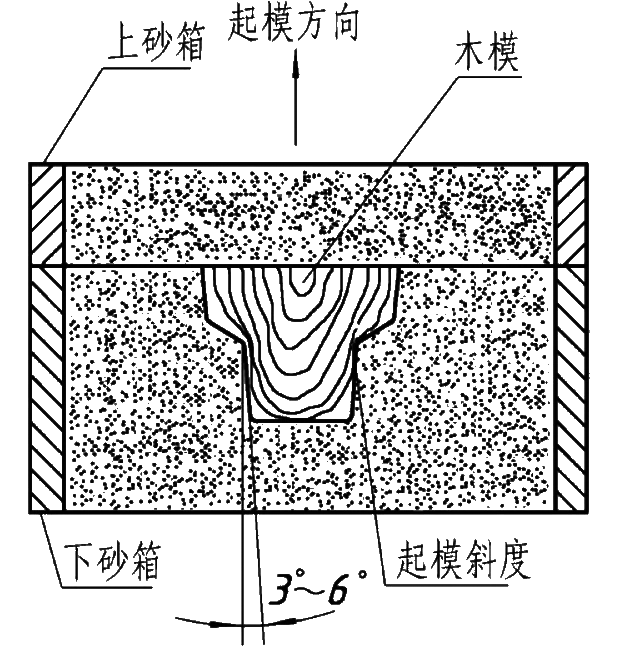
1Ż«Ų─Żą▒Č╚
ĶTįņ├½┼„Ģr,×ķ┴╦▒Ńė┌īó─Š─ŻÅ─╔░ą═ųą╚Ī│÷,ę╗░Ńčž─Š─Ż░╬│÷Ą─ĘĮŽ“ū„│÷╝s1Ż║20Ą─ą▒Č╚Ż¼ĘQ×ķ░╬─Żą▒Č╚ĪŻ
░╬─Żą▒Č╚į┌┴Ń╝■łD╔Žę╗░Ń▓╗«ŗ│÷ę▓▓╗ś╦(bi©Īo)ūó(╚ńŽ┬łD╦∙╩ŠŻ®Ż¼į┌╝╝ąg(sh©┤)ę¬Ū¾ųąĮy(t©»ng)ę╗ūóīæ"░╬─Żą▒Č╚1Ż║20"ĪŻ
2Ż«ĶTįņłAĮŪ
į┌Ø▓ĶT├½┼„ĢrŻ¼×ķ┴╦Ę└ų╣╔░ą═┬õ╔░Ż¼═¼Ģr▒▄├ŌĶT╝■į┌└õģs▀^│╠ųąę“╩š┐s▓╗Š∙ä“Č°į┌═╗╚╗▐D(zhu©Żn)ĮŪŻ©╝┤╝ŌĮŪŻ®╠Ä«a(ch©Żn)╔·┴č╝yŻ¼æ¬(y©®ng)į┌įņą═Ģr░č┴Ń╝■Ą─╔░ą═▒Ē├µĮ╗ĮŪ┼¬łAŻ¼▀@śėŻ¼ĶT╝■├½┼„Ė„▒Ē├µĄ─ŽÓĮ╗╠ÄČ╝ą╬│╔łAĮŪ▀^Č╔Ż¼▀@éĆłAĮŪ▀^Č╔Š═ĘQ×ķĶTįņłAĮŪĪŻ
ų╗ėąŽÓĮ╗Ą─ā╔éĆ├½┼„├µČ╝▓╗ąĶÖCąĄ╝ė╣żŻ¼ĶTįņłAĮŪ▓┼─▄▒Ż┴¶Ż¼łDą╬╔Žæ¬(y©®ng)«ŗ│÷łAĮŪŻ¼Ą½ūóęŌ▓╗ę¬į┌łDą╬╔Žūó│÷łAĮŪ░ļÅĮŻ¼æ¬(y©®ng)į┌╝╝ąg(sh©┤)ę¬Ū¾╔ŽĮy(t©»ng)ę╗ūó├„Ż¼╚ń"╬┤ūółAĮŪR3Ī½5"ĪŻ
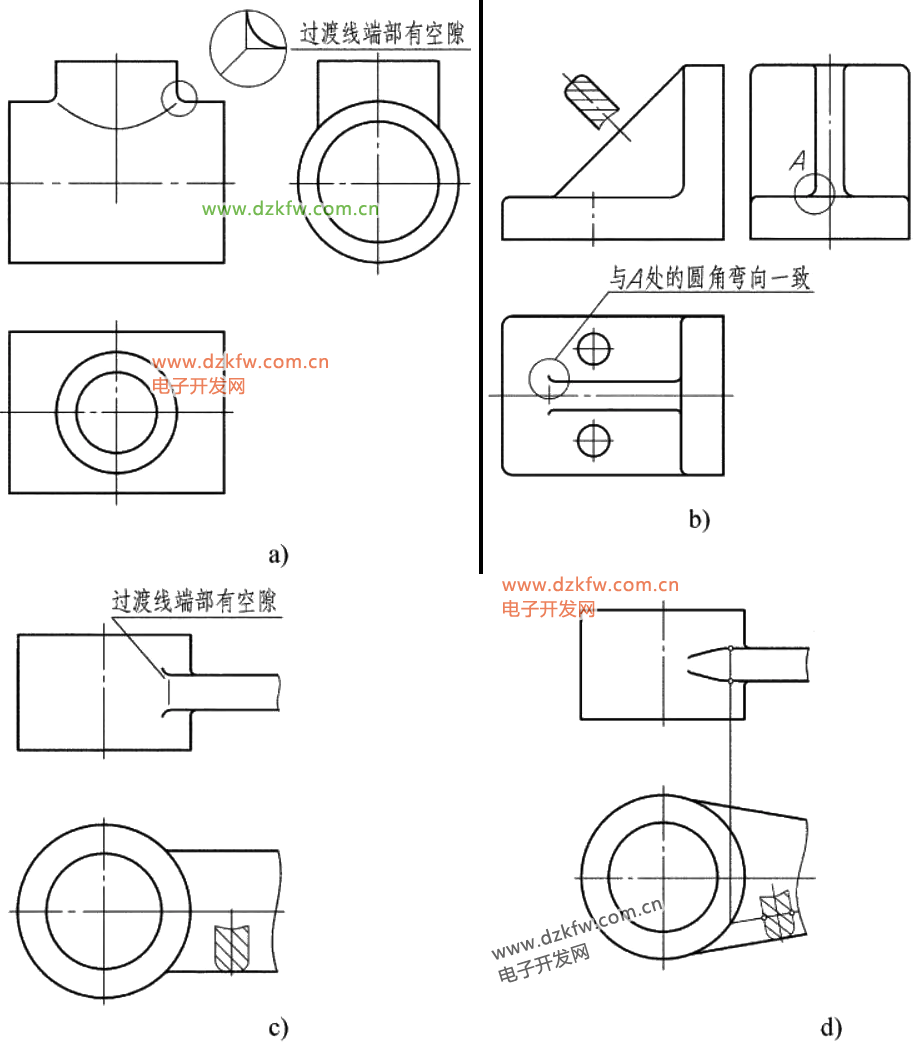
3Ż«ĶT╝■▒┌║±
×ķ┴╦▒▄├ŌØ▓ĶTĢr┴Ń╝■Ė„▓┐Ęųę“└õģs╦┘Č╚▓╗═¼Č°«a(ch©Żn)╔·┐s┐ū╗“┴č╝yĄ╚╚▒Ž▌(łDa)Ż¼ĶT╝■▒┌║±æ¬(y©®ng)Š∙ä“ĪŻ▓╗ę¬═╗╚╗ūā╗»Ż¼║±▒Ī▓╗═¼Ą─▓┐╝■æ¬(y©®ng)ųØu▀^Č╔(łDc)
ĶT╝■▒┌║±│▀┤ńę¬į┌łDą╬╔Žų▒Įėūó│÷ĪŻ
Č■ĪóÖCąĄ╝ė╣ż╣ż╦ćĮY(ji©”)śŗ(g©░u)
1Ż«Ą╣ĮŪ║═Ą╣łA
×ķ┴╦▒Ńė┌čb┼õ║═▓┘ū„░▓╚½Ż¼į┌▌SČ╦║═┐ūČ╦ę╗░ŃČ╝ę¬ū÷│╔ę╗éĆąĪÕF├µŻ¼ęį╚ź│²õJ▀ģĪó├½┤╠ĪŻ▀@éĆÕF├µŠ═ĮąĄ╣ĮŪĪŻę╗░Ń╩Ū▌SÅĮĪó┐ūÅĮįĮ┤¾Ż¼Ą╣ĮŪĄ─▌SŽ“│▀┤ńCįĮ┤¾ĪŻ45ĪŃĄ─Ą╣ĮŪ┐╔┼cĄ╣ĮŪĄ─▌SŽ“│▀┤ńC▀BūóŻ¼╚ńCŻ¼┐╔ęįūóį┌┼cÕF├µčėķLŠĆŽÓĮ╗Ą─╦«ŲĮŠĆ╔ŽŻ¼ę▓┐╔Ž¾ę╗░Ń│▀┤ń─Ūśė«ŗ│÷│▀┤ńĮńŠĆį┘ś╦(bi©Īo)ūóĪŻĘŪ45ĪŃĄ─Ą╣ĮŪŻ¼Š═æ¬(y©®ng)Ęųķ_ś╦(bi©Īo)ūóŻ¼▓╗─▄▀BūóĪŻ
╚ń╣¹┴Ń╝■╔Ž╦∙ėą╗“┤¾▓┐ĘųĄ─Ą╣ĮŪ│▀┤ńČ╝ŽÓ═¼ĢrŻ¼ät┐╔į┌╝╝ąg(sh©┤)ę¬Ū¾ųą╝»ųąūó├„Ż¼╚ń"╚½▓┐Ą╣ĮŪC1"╬┤ūóĄ╣ĮŪCĪ┴2ĪŻ
«ö(d©Īng)?sh©┤)╣ĮŪ¤oę╗Č©ę¬Ū¾ĢrŻ¼ät┐╔į┌╝╝ąg(sh©┤)ę¬Ū¾╔Žūó├„"õJ▀ģĄ╣Ōg"ĪŻ
ī”ė┌ļA╠▌Ą─▌S║═┐ūŻ¼×ķ┴╦▒▄├Ōę“æ¬(y©®ng)┴”╝»ųąČ°«a(ch©Żn)╔·┴č╝yŻ¼╩▄┴”▌^┤¾Ą─┴Ń╝■Ż¼═∙═∙į┌▌S╝ńĪó┐ū╝ń╠ÄęįłAĮŪ▀^Č╔Ż¼Įąū÷Ą╣łAĪŻ
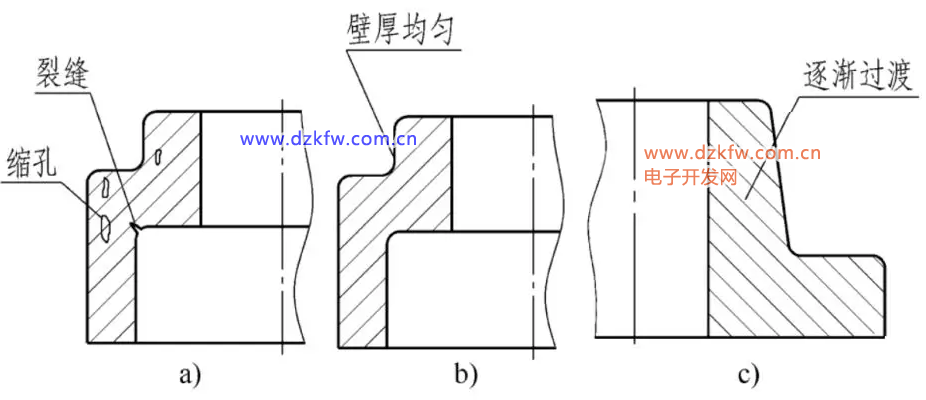
2Ż«═╦ĄČ▓█║═╔░▌åįĮ│╠▓█
═╦ĄČ▓█Ą─│▀┤ńę╗░Ń┐╔░┤"▓█īÆX▓█ÅĮ"╗“"▓█īÆX▓█╔Ņ"Ą─ą╬╩Įś╦(bi©Īo)ūóĪŻ▓█īÆų▒Įėś╦(bi©Īo)│÷Ż¼▒Ńė┌▀xō±ĖŅ▓█ĄČĪŻ▓█╔Ņæ¬(y©®ng)ė╔ūŅĮėĮ³▓█ĄūĄ─ę╗éĆ├µ╦ŃŲĪŻ
┴Ń╝■▒Ē├µąĶę¬▀Mąą─źŽ„╝ė╣żĢrŻ¼×ķ┴╦╩╣╔░▌å┐╔ęį╔įįĮ▀^╝ė╣ż├µŻ¼│Ż│Żį┌╝ė╣ż├µĄ──®Č╦ŅA(y©┤)Ž╚╝ė╣ż│÷╔░▌åįĮ│╠▓█ĪŻ
╔░▌åįĮ│╠▓█Ą─ĮY(ji©”)śŗ(g©░u)ą╬╩Į║═│▀┤ńęčĮø(j©®ng)ś╦(bi©Īo)£╩(zh©│n)╗»Ż¼įĮ│╠▓█ę╗░Ńė├Šų▓┐Ę┼┤¾łD«ŗ│÷ĪŻ
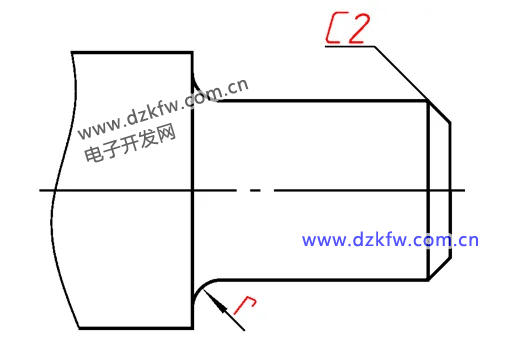
3Ż«═╣┼_║═░╝┐ė
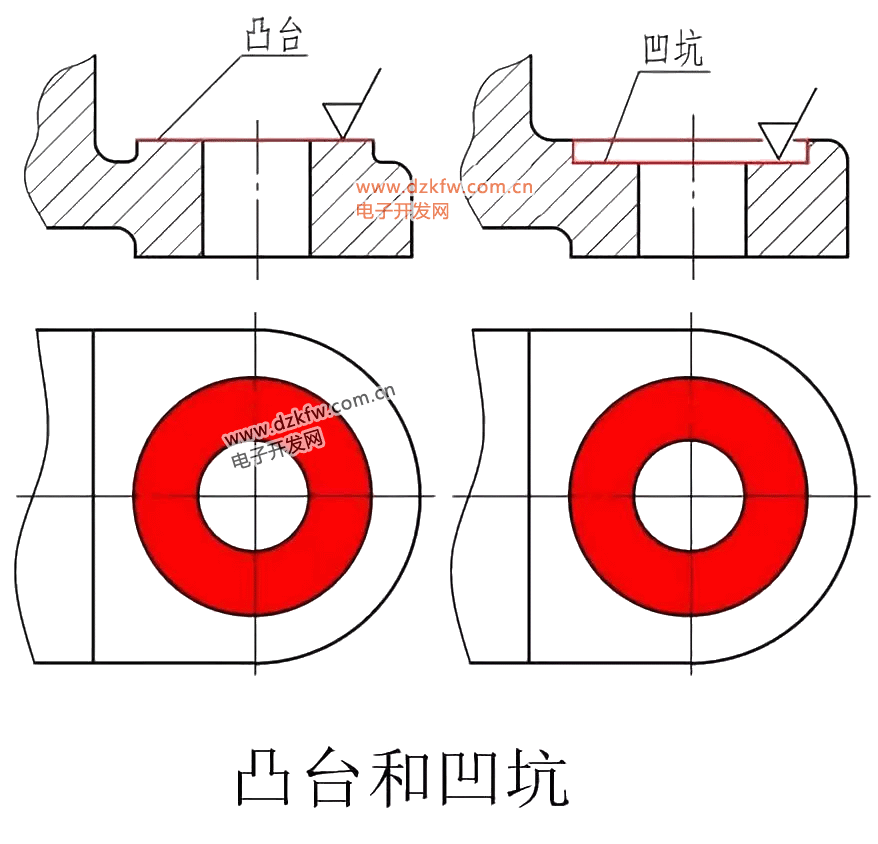
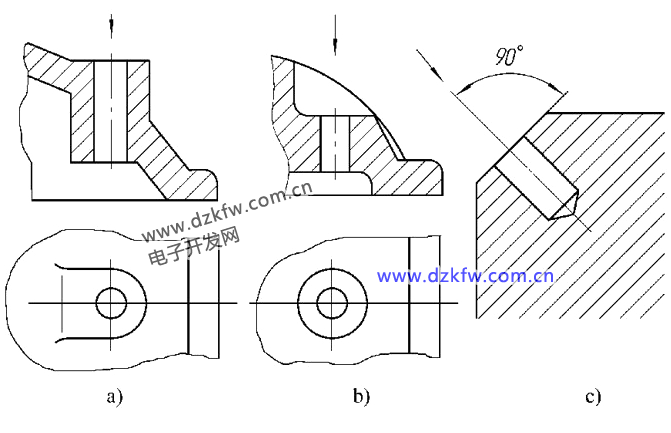
┴Ń╝■╔Ž┼cŲõ╦¹┴Ń╝■Įėė|Ą─▒Ē├µŻ¼ę╗░ŃČ╝ę¬▀Mąą╝ė╣żĪŻī”ė┌Įėė|├µĘe┤¾Ą─▓┐╬╗Ż¼æ¬(y©®ng)▒M┴┐£p╔┘Įėė|├µĘeŻ¼ęį▒Ń╣Ø(ji©”)╝s╝ė╣ż┘Mė├Īóį÷╝ėĮėė|Ą─ĘĆ(w©¦n)Č©ąįĪŻČ°ī”ė┌Įėė|├µĘų╔ó╗“╦∙į┌ŲĮ├µ▓╗─▄╝ė╣żĄ─Ż¼ätæ¬(y©®ng)▒ŻūCĮėė|▓┐╬╗Ą─╝ė╣ż├µĘeĪŻ×ķ┤╦Ż¼į┌ĶT╝■├½┼„╔ŽĮø(j©®ng)│ŻĶT│÷Ė„ĘN═╣┼_║═░╝┐ėŻ¼╚ń░▓čbĄū├µĪó┬▌╦©ų¦│ą├µĄ╚ĪŻ
į┌ś╦(bi©Īo)ūó┤╦ŅÉ═╣┼_║═░╝┐ėĄ─│▀┤ńĢrŻ¼ę¬Ęųäeī”┤²Īóš²┤_ś╦(bi©Īo)ūóĪŻ╚ń╣¹╩Ū×ķ┴╦£p╔┘╝ė╣żĪóĮėė|├µĘeĄ─Ż¼Š═æ¬(y©®ng)įōūó│÷▓╗╝ė╣żĄ─░╝┐ė│▀┤ńŻ¼╚ń░▓čbĄū├µĄ─│▀┤ńĪŻ╚ń╣¹╩Ū×ķ┴╦▒ŻūCėąūŃē“Ą─Įėė|├µĘeĄ─Ż¼ätæ¬(y©®ng)ūó│÷╝ė╣ż├µĄ─│▀┤ńŻ¼╚ń┬▌╦©ų¦│ą├µĄ─│▀┤ńĪŻ
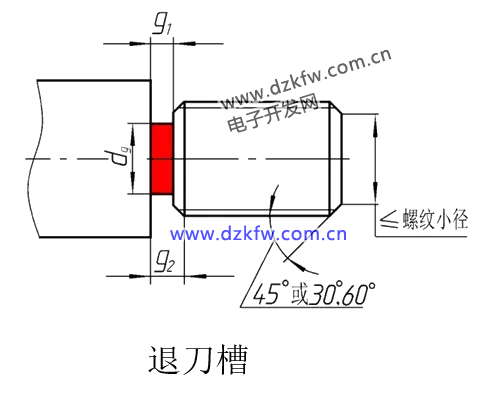
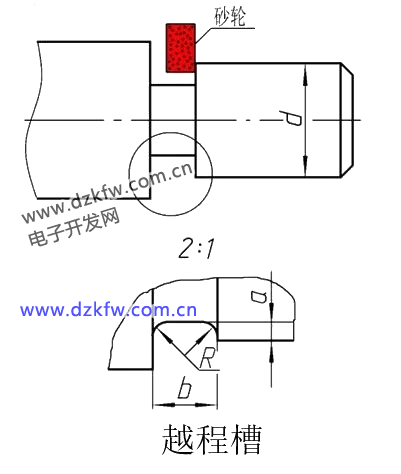
4Ż«Ń@┐ūĮY(ji©”)śŗ(g©░u)
┐ū╩Ū┴Ń╝■╔ŽūŅ│ŻęŖĄ─ĮY(ji©”)śŗ(g©░u)Ż¼ėą═©┐ū║═├ż┐ūŻ¼ėą╣Ō┐ū║═┬▌┐ūŻ¼▀ĆėąļA╠▌┐ūĪó│┴┐ūĄ╚Ė„ĘN┐ūĪŻ┐ūę╗░Ńė├Ń@Ņ^Ń@│÷ĪŻ
ļA╠▌┐ūė├ų▒ÅĮ▓╗═¼Ą─Ń@Ņ^Ń@│÷Ż║Ž╚ė├ąĪŃ@Ņ^Ń@│÷ąĪ┐ūŻ¼į┘ė├┤¾Ń@Ņ^öU┐ūĪŻ┤¾Ń@Ņ^Ń@╝Ōą╬│╔Ą─ÕF┐ūŠ═┴¶į┌ā╔╝ē┐ūĄ─▀^Č╔╠ÄŻ¼ę╗░Ńę▓«ŗ│╔120ĪŃŻ¼▓╗ūó│▀┤ńĪŻ┤¾┐ūĄ─╔ŅČ╚│▀┤ńæ¬(y©®ng)ų▒Įėūó│÷ĪŻŃ@┐ūĢrŻ¼Ń@Ņ^æ¬(y©®ng)┼c┐ūĄ─Č╦├µ┤╣ų▒Ż¼Ń@Ņ^│÷┐┌╠Äę▓æ¬(y©®ng)▒▄├Ōå╬▀ģ╩▄┴”Ż¼Ę±ätŻ¼Ń@Ņ^╚▌ęū═ßą▒╗“š█öÓĪŻ▒žĒÜŽ╚░čįō├µŃŖŲĮ╗“ŅA(y©┤)Ž╚ĶT│÷═╣┼_╗“░╝┐ėŻ¼╚╗║¾į┘Ń@┐ūĪŻŃ@Ņ^│÷┐┌╠Äę▓æ¬(y©®ng)╩╣┐ū─▄═Ļš¹Ń@│÷ĪŻ
ė╔ė┌Ń@Ņ^╝ŌČ╦Ą─ĮŪČ╚ĮėĮ³120ĪŃŻ¼╦∙ęįį┌├ż┐ūĄ─Ąū▓┐ę▓Š═ą╬│╔┴╦┼cŃ@╝ŌĮŪČ╚ŽÓ═¼Ą─łAÕF├µĪŻ▀@éĆÕF├µ░┤120ĪŃ«ŗ│÷Ż¼Ą½▓╗▒žūó│÷│▀┤ńĪŻŃ@┐ū╔ŅČ╚ę▓▓╗░³║¼▀@éĆÕF├µĄ─╔ŅČ╚ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū